เครื่องส่งสัญญาณระดับ (Level transmitter) เป็นเครื่องมือที่ใช้สำหรับ “การวัดระดับอย่างต่อเนื่อง” โดยจะวัดระดับของสารหรือผลิตภัณฑ์ในถังอุตสาหกรรมโดยเป็นได้ทั้งของเหลว (Liquid) หรือ ของแข็ง (Bulk Solid) ซึ่งในทุกอุตสาหกรรมกระบวนการผลิต เครื่องส่งสัญญาณระดับมีความสำคัญอย่างยิ่งในการวัดระดับ และป้องกันการล้นของสารด้านใน
ดังนั้นจึงมีการใช้เครื่องส่งสัญญาณระดับประเภทต่างๆ แทบทุกที่สำหรับการวัดระดับในถัง ซึ่งการออกแบบ และการเลือกใช้ Level Transmitter ก็จะขึ้นอยู่กับเงื่อนไขของกระบวนการและสารด้านในนะครับ
Level Transmitter สำหรับควบคุมกระบวนการผลิต?
การวัดระดับของเหลว (Level Measurement) หมายถึง “การวัดความสูงระหว่างพื้นผิวด้านบนของของเหลวหรือของแข็ง กับจุดอ้างอิงที่กำหนดไว้” โดยสามารถจำแนกประเภทของอุปกรณ์วัดระดับได้ดังนี้
1. เกจวัดระดับ หรือ Level indicator เป็นตัวแสดงระดับของเหลว (liquid level indicators) ที่บรรจุอยู่ในถังเก็บสำหรับใช้ในกระบวนการผลิต โดยการวัดจะเป็นการ Monitor ที่บริเวณสถานที่ปฏิบัติงาน เพื่อตรวจสอบระดับ ของ Product ที่อยู่ในกระบวนการ แต่ไม่สามารถส่งสัญญาณไปยังกระบวนการอัตโนมัติหรือการควบคุมอุปกรณ์อื่นๆ ได้ ยกตัวอย่างเช่น Sight glass เป็นต้น
2. สวิตช์วัดระดับ หรือ Level Switch เป็นอุปกรณ์ตรวจจับและส่งสัญญาณแจ้งเตือนระดับของของเหลวหรือของแข็ง โดยเมื่อสารหรือผลิตภัณฑ์ถึงระดับที่ติดตั้งอุปกรณ์ อุปกรณ์จะมีการส่งสัญญาณ (Signal) ไปยังระบบส่วนกลางเพื่อใช้สำหรับกระบวนการอัตโนมัติหรือการควบคุมอุปกรณ์อื่นๆ
3. เครื่องส่งสัญญาณวัดระดับ หรือ Level transmitter เป็น “เครื่องมือวัดคุม (instrument)”โดยการวัดระดับจะเป็นการวัดแบบต่อเนื่อง โดยอาศัยการแปลงค่าจากเซนเซอร์ เป็นสัญญาณอนาลอค (Analog) หรือสัญญาณดิจิตอล (Digital) Foundation fieldbus , Modbus ซึ่งสัญญาณที่มาจาก Sensor/Transducer ของเครื่องส่งสัญญาณวัดระดับ โดยสามารถส่งสัญญาณไปยังตำแหน่งบันทึก หรือหน่วยควบคุมต่อไปนั่นเองครับ
หลักการทำงานและการวัดค่า (Level Transmitter Measurement)
การวัดระดับมี 2 ลักษณะได้แก่ การวัดระดับแบบทางตรง เช่น การวัดจากตำแหน่งหรือระยะของของเหลวโดยตรง และการวัดแบบทางอ้อม คือ การวัดระดับจากน้ําหนักหรือความดันของของเหลวแล้วคำนวณเป็นความสูงของของเหลวอีกครั้ง ซึ่งการวัดระดับโดยตรงถือว่าเหมาะสมที่สุดสำหรับการเปลี่ยนแปลงระดับที่ต้องการความแม่นยำสูง เนื่องจากไม่มีตัวแปรอื่นที่ทำให้การวัดเกิดความผิดพลาด
ประเภทของของเซ็นเซอร์วัดระดับ (Type of level transmitter)
Level Transmiter สามารถแบ่งได้เป็น 8 ประเภท เครื่องส่งสัญญาณแต่ละประเภททำงานในลักษณะที่แตกต่างกันและทำให้เหมาะสมกับกระบวนการประเภทต่างๆ
1. สวิทซ์ลูกลอยวัดระดับ (Magnetic Float Level Sensor)
เป็นอุปกรณ์วัดระดับที่อาศัยหลักการของแรงลอยตัวทำให้ตัวลูกลอยเกิดการเคลื่อนที่ขึ้น-ลงตามระดับของเหลว โดยสิ่งที่ต้องระวังสำหรับการเลือกใช้คือ ความหนาแน่น (Density) ของของเหลวควรจะคงที่เสมอ และสารที่ใช้ไม่ควรมีความหนืดสูง เพราะจะเพิ่มโอกาสในการบำรุงรักษาทำความสะอาดอุปกรณ์ได้สูงเช่นกัน โดยสวิทซ์ลูกลอยจะใช้งานร่วมกับรีเลย์เพื่อใช้ควบคุมอุป กรณ์อื่นๆ หรือส่งข้อมูลไปยัง PLC หรือ ระบบควบคุมของโรงงาน
นอกจากนี้สวิทซ์ลูกลอยยังมีหลายประเภทให้เลือกใช้ เช่น สวิทซ์ลูกลอยแบบสายเคเบิ้ล (Cable Float Switch) สวิทซ์ลูกลอยแบบแม่เหล็ก (Magnet Float Switch) และสวิทซ์ลูกลอยแบบตุ้มถ่วง (Sinker Float Switch) เป็นต้น
2. เครื่องส่งสัญญาณวัดระดับแบบลูกลอย (Displacer Level Transmitter)
สำหรับอุปกรณ์ประเภทนี้จะทำงานคล้ายๆ กับ “สวิทซ์ลูกลอยวัดระดับ (Magnetic Float Level Sensor)” ในแบบแรก แต่จะมีการติดตั้งเครื่องส่งสัญญาณ (Transmitter) เพื่อคำนวนความสูงของระดับของสารที่อยู่ในถัง โดยจะแสดงผลที่จอแสดงผลและส่งสัญญาณไปยังคอนโทรลเลอร์เพื่อนำสัญญาณไปใช้หรือนำไปแสดงบนระบบในห้อง control room
3. เครื่องส่งสัญญาณวัดระดับแบบเรดาร์ (Radar Level Transmitter)
Radar Level Transmitters ซึ่งเป็นการวัดระดับแบบไม่สัมผัส (Non contact) โดยอาศัยหลักการของส่งคลื่นไมโครเวฟ (Microwave)” หรือ “คลื่นแม่เหล็กไฟฟ้า (Electromagnetic) ในการส่งคลื่นไปยังพื้นผิวและรับคลื่นที่เกิดจากการสะท้อนพื้นผิวกลับมายังเครื่องส่งสัณณาณวัดระดับแบบเรดาร์ โดยปกติอุปกรณ์เหล่านี้จะถูกติดตั้งไว้ด้านบนของถังหรือบ่อ เพื่อวัดระดับของของเหลวหรือของแข็ง
จากนั้นเครื่องส่งสัญญาณจะคำนวณระดับปัจจุบันของสารอย่างแม่นยำโดยมีพื้นฐานจาก “ระยะเวลาที่ใช้ในการส่งสัญญาณไปและกลับ” ซึ่งในปัจจุบันเครื่องส่งสัณณาณวัดระดับแบบเรดาร์ เป็นหลักการที่ได้รับความนิยมค่อนข้างสูง เนื่องจากเป็นหลักการที่ไม่ต้องอาศัยตัวกลางในการวัดและอาศัยเฉพาะการสะท้อน จึงไม่มีผลทำให้เกิดการวัดที่ผิดพลาด เช่น อุณหภูมิและแรงดันของกระบวนการมีการเปลี่ยนแปลง ความหนาแน่นของสารมีการเปลี่ยนแปลง หรือไอระเหยของสารเคมีภายในถัง ก็ไม่ส่งผลกระทบต่อการวัด เครื่องส่งสัณณาณวัดระดับแบบเรดาร์ยังคงวัดระดับได้เเม่นยำเช่นเดิม
4. เครื่องส่งสัญญาณวัดระดับแบบอัลตราโซนิก (Ultrasonic Level Transmitter)
เครื่องส่งสัญญาณวัดระดับอัลตราโซนิก (Ultrasonic Level Transmitter) ทำงานคล้ายๆกันกับ เครื่องส่งสัญญาณวัดระดับเรดาร์ (Radar Level Transmitters) ซึ่งเป็นแบบไม่สัมผัส โดยการเคลื่อนที่ของคลื่นอัลตราโซนิกจำเป็นต้องอาศัยตัวกลางในการเคลื่อนที่นั้นคือ อากาศ นั้นเอง จึงทำให้บางครั้งเมื่อสภาพอากาศไม่ดี มีการเปลี่ยนแปลง เช่น ลม ฝุ่น ความชื้นในอากาศ ไอระเหยของสารเคมีภายในถัง มีผลทำให้การวัดมีความคลาดเคลื่อนได้ จึงทำให้ปัจจุบันผู้ใช้งานเปลี่ยนมาใช้เครื่องส่งสัญญาณวัดระดับแบบเรดาร์แทนหลักการแบบอัลตราโซนิก
5. เครื่องส่งสัญญาณวัดระดับแบบคาปาซิแตนซ์ (Capacitance Level Transmitter)
เครื่องส่งสัญญาณวัดระดับแบบคาปาซิแตนซ์ ได้ชื่อมาจาก “ตัวเก็บประจุ หรือ Capacitor” นั่นเองครับ โดยหลักการทำงาน คือ ใช้หลักการของ “การสร้างสนามไฟฟ้า โดยที่วัตถุแต่ละชนิดเมื่อเข้ามาในบริเวณสนามไฟฟ้า” ก็จะ “ทำให้ค่าสนามไฟฟ้าเกิดการเปลี่ยนแปลง จากนั้นการเปลี่ยนแปลงนั้นจะทำให้เซนเซอร์รับรู้ได้ถึงระดับของวัตถุที่เพิ่มขึ้นมาหรือลดลงไป” นั่นเองครับ ซึ่งวัตถุทุกชนิดมีผลต่อการเปลี่ยนแปลงสนามไฟฟ้าได้ จึงทำให้ Capacitance Level Sensor สามารถตรวจจับระดับวัตถุที่มีค่าความนำไฟฟ้าไม่ว่าจะสูงหรือต่ำได้ โดย Capacitance Level Sensor สามารถวัดระดับของแข็ง ผง เมล็ด หรือของเหลวใส หรือมีความหนืดสูงได้
6. เครื่องส่งสัญญาณวัดระดับแบบแรงดัน (Hydrostatic Level Transmitter)
Hydrostatic level transmitters ซึ่งรู้จักกันดี ว่าคือ Pressure level transmitter หรือ Diff Pressure นั้นเองครับ โดยยิ่งมีปริมาณ (Volume) ของของเหลวในถังมากขึ้นเท่าไหร่ แรงดัน (Pressure) ที่กระทำต่อก้นถังก็ยิ่งมากตามเท่านั้น และนี่คือหนึ่งในอุปกรณ์วัดระดับของเหลวที่พบบ่อยในอุตสาหกรรมเช่นกันครับ แต่มีหนึ่งสิ่งที่สำคัญมากสำหรับ transmitter ชนิดนี้คือ ความหนาแน่น (Density) ของของเหลวจะต้องคงที่เสมอ
เพราะว่าเมื่อน้ำหนักของของเหลวเพิ่มขึ้น ความดันต่อปริมาตรที่ใช้กับ transmitter ก็จะเพิ่มขึ้นเช่นกัน และเมื่อ transmitter คำนวณแรงดันเพื่อให้กลับมาเป็นความสูงนั้น ก็จะให้ transmitter เกิดค่าความผิดพลาดได้เช่นกัน
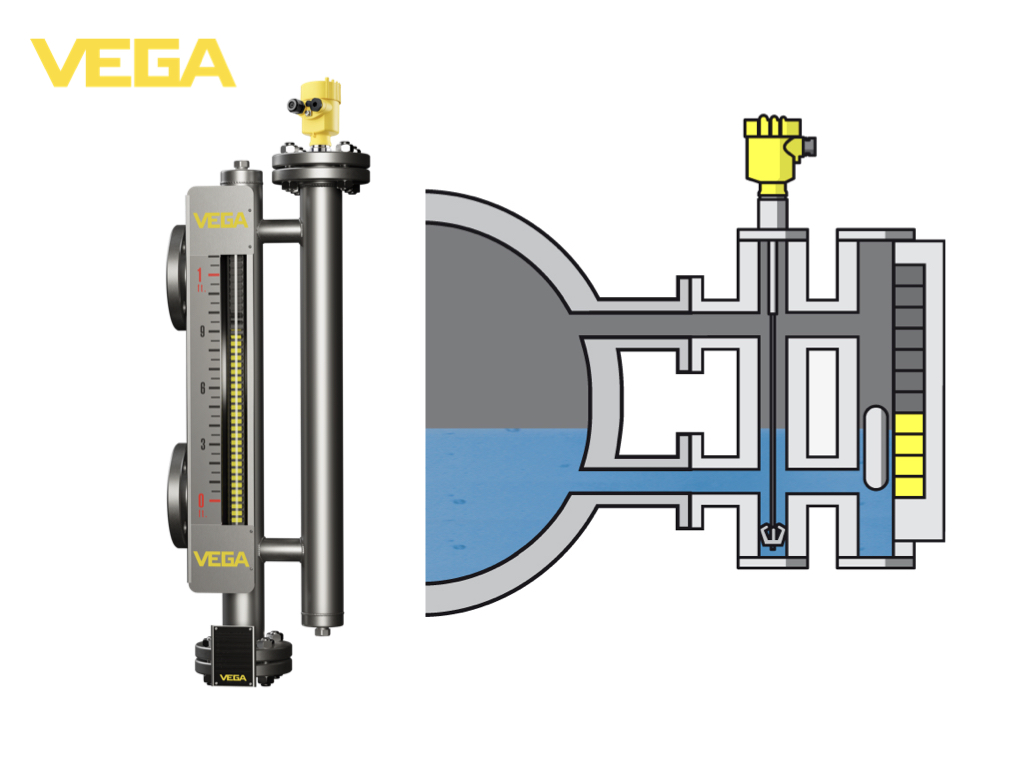
7. เครื่องส่งสัญญาณวัดระดับแบบแม่เหล็ก (Magnetic Level Transmitter)
เครื่องส่งสัญญาณวัดระดับแม่เหล็ก (Magnetic Level Transmitter) จะมีการออกแบบโดยใช้ แม่เหล็กเล็กๆ ติดอยู่กับชุด float ด้านในคอลัมน์ ที่มีพื้นที่แคบเพื่อจำกัดการเคลื่อนที่ในของการลอยของ float และเมื่อลูกลอย float มีการเคลื่อนตัวระยะตรงนั้นก็จะถูกส่งผ่านแม่เหล็ก และส่งสัญญาณไปที่ Transmitter ซึ่งหลักการตรงนี้ช่วยให้สามารถส่งระดับที่สม่ำเสมอ
เนื่องจากการลอยตัวของ float ในแนวขึ้นหรือลงใน column จะสัมพันธ์ตามระดับของของเหลว แต่ข้อควรระวังสำหรับการใช้งานในหลักการนี้ ก็คือ ความหนาแน่น (Density) ของของเหลวควรคงที่เสมอ เพื่อให้ได้การวัดที่มีความแม่นยำ
8. เครื่องส่งสัญญาณวัดระดับแบบไมโครเวฟแบบไกด์ (Guided Microwave Level Transmitter)
เครื่องส่งสัญญาณวัดระดับแบบไมโครเวฟแบบไกด์ (Guided Microwave Level Transmitter) เป็นการวัดแบบสัมผัส (Contact type) โดยอาศัยหลักการของส่งคลื่นไมโครเวฟ (Microwave)” หรือ “คลื่นแม่เหล็กไฟฟ้า (Electromagnetic) ผ่านตัวนำ หรือที่เรียกว่า Guide หรือ Probe ซึ่งจะทำการส่งคลื่นไปยังพื้นผิวและรับคลื่นที่เกิดจากการสะท้อนพื้นผิวกลับมายังเครื่องส่งสัญณาณวัดระดับแบบ Guided Microwave Level Transmitter ซึ่งการวัดประเภทนี้ สามารถวัดได้ทั้งของเหลว ของแข็ง หรือการวัดระดับแบบ interface level ได้อีกด้วย เช่นเดียวกับ Radar non contact
เนื่องจากเป็นหลักการที่ไม่ต้องอาศัยตัวกลางในการวัดและอาศัยเฉพาะการสะท้อน จึงไม่มีผลทำให้เกิดการวัดที่ผิดพลาด เช่น อุณหภูมิและแรงดันของกระบวนการมีการเปลี่ยนแปลง ความหนาแน่นของสารมีการเปลี่ยนแปลง หรือไอระเหยของสารเคมีภายในถัง ก็ไม่ส่งผลกระทบต่อการวัด และยังสามารถใช้ได้กับการวัดพื้นผิวของของเหลวมีฟองสูง และหนาแน่นได้อีกด้วย Guided Microwave Level Transmitter สามารถติดตั้งวัดระดับในถัง หรือมีการวัดระดับใน bypass chamber ได้แม่นยำอีกด้วย
9. เครื่องส่งสัญญาณวัดระดับแบบนิวเคลียร์ (Nuclear Level Transmitter)
เครื่องส่งสัญญาณวัดระดับแบบกัมมันตรังสี หรือ Radiation Level Transmitter เป็น อุปกรณ์วัดระดับประเภทหนึ่งที่ใช้หลักการของ “การแผ่รังสีแกมมา” เพื่อตรวจวัดระดับของสารภายในถังไม่ว่าจะเป็นของเหลว หรือของแข็ง ซึ่งการเลือกใช้งานส่วนใหญ่จะเหมาะสำหรับถังที่ไม่มีจุดติดตั้งอุปกรณ์วัดภายในถัง เนื่องจาก Level Transmitter ชนิดนี้สามารถแผ่รังสีแกมม่าทะลุผ่านถังที่เป็นโลหะได้
ซึ่งจะทำให้เราสามารถติดตั้งอุปกรณ์วัดระดับชนิดนี้ได้โดยง่าย หรือแม้ว่าในกระบวนการที่มีความดัน และอุณหภูมิที่สูง อย่างเช่นในถังทำปฏิกิริยา หรือถังที่มีโครงสร้างต่างๆภายในถัง ก็สามารถติดตั้ง Level transmitter ชนิดนี้ได้เช่นกัน เนื่องจากเป็นการติดตั้งวัดระดับจากภายนอกถัง อุปกรณ์ไม่ได้สัมผัสกับกระบวนการโดยตรง
หลักการทำงานพื้นฐานของ Radiation Level Transmitter คือ การใช้แหล่งกำเนิดกัมมันตภาพรังสี (Radioactive source) และเครื่องตรวจจับ (Detector) ติดตั้งในฝั่งตรงกันข้าม โดยแหล่งกำเนิดกัมมันตภาพรังสีจะปลดปล่อย “รังสีแกมมา (Gammar Ray)” ออกมา ซึ่งที่นิยมใช้งานในอุตสาหกรรมคือ Cs-137 และ Co-60 รังสีเหล่านี้จะทะลุผ่านถัง และสสาร และ Process ที่กำลังวัด ซึ่งรังสีแกมมาจะถูกดูดซับพลังงานจากวัสดุที่ยิงทะลุผ่าน และเครื่องตรวจจับ (Detector) ซึ่งติดตั้งอยู่ฝั่งตรงกันข้ามของถังจะวัดพลังงานที่เหลือของรังสีแกมมาผ่าน scintillator ที่อยู่ภายใน detector และจะคำนวณเป็นสัญญาณทางไฟฟ้า ผ่านหลอด PMT tube ซึ่งอยู่ภายใน electronic part อีกครั้ง โดยใช้หลักการ Photoelectric เพื่อแปลงและขยายสัญญาณทางไฟฟ้า 4-20 mA ไปใช้งาน
ซึ่งในการใช้งานหลักการวัดชนิดนี้ จะนิยมใช้ในอุตสาหกรรมต่างๆ เช่น อุตสาหกรรมปิโตรเคมี อุสาหกรรมกระดาษ หรือโรงไฟฟ้า เป็นต้น
====================================================
พบกับข้อมูลเพิ่มเติมของเทคโนโลยีเซนเซอร์วัดระดับใหม่ล่าสุด VEGAPULS 6X
https://www.vega.com/en-th/radar
====================================================
แล้วพบกับสาระดีๆแบบนี้ทางด้านงานช่าง งานวิศวกรรม และอุตสาหกรรมได้ที่ นายช่างมาแชร์ นะครับ
Website: www.naichangmashare.com https://www.facebook.com/naichangmashare/ https://www.blockdit.com/naichangmashare https://www.instagram.com/naichangmashare/ https://twitter.com/naichangmashare https://www.youtube.com/channel/UCmIPiSeg-uy4k8JYSmknp_g
#นายช่างมาแชร์ #VEGA #VEGAPULS6X #6X #HomeOfValue #Sensor #Instrument #Control














 and PUMPS & VALVES ASIA (PVA)")