สวัสดีครับเพื่อนๆ กลับมาเจอกันอีกครั้งกับเรื่องราวของปั้ม วันนี้เราจะพามาดูปั้มอีกชนิดหนึ่งที่เป็นที่นิยมมากๆอีกชนิดหนึ่งในแวดวงอุตสาหกรรมมากๆ นั้นคือ Diaphragm pump หรือ ปั้มที่ส่งกำลังผ่านแผ่นไดอะแฟรม โดยแผ่นไดอะแฟรมทำหน้าที่ตัดแยกระบบจากฝั่งเครื่องจักรออกจากฝั่งของไหล โดยข้อดีนี้ทำให้ปั้มสามารถปั้มสารที่มีความเป็นกรด-ด่างสูงได้ หรือพวกสารที่มีความหนืดหรือพวกตะกอนเยอะๆได้ครับ โดยที่ของไหลพวกนี้จะไม่ไปสัมผัสชิ้นส่วนปั้มด้านในโดยตรง
กลับไปอ่านบทความปั้มอื่นๆตรงนี้นะครับ
Pump Principle 1: ประวัติ และชนิดของปั้มแต่ละแบบ
Pump principle 2: Centrifugal pump ฉบับพื้นฐาน
Pump Principle 3: Mechanical Seal หน้าที่และส่วนประกอบ
Pump Principle 4: Piping plan ของ Mechanical seal
โดยปั้มไดอะแฟรมชนิดนี้ เป็นปั้มชนิด Positive Displacement หรือการส่งกำลังแบบอัดไปด้านหน้า ซึ่งหลักการทำงานจะแตกต่างจาก centrifugal pump อย่างสิ้นเชิงนะครับ โดยปั้มชนิดนี้จะชอบนิยมในการโดส (Dosing) สารเคมี เพราะว่า ปั้มชนิดนี้จะมีความแม่นยำในการให้ปริมาณของของไหลที่เที่ยงตรงมากครับ
โดยหลักการคือ ปั้มไดอะแฟรมจะอาศัยการส่งแรงไปที่ของเหลวด้วยวิธีการอัด ดังนั้นปั้มจะอัดของเหลวไปเรื่อยๆ ยิ่งอัดเร็วมาก หรือ อัดด้วยปริมาณมากเท่าไหร่ของเหลว ก็จะส่งไปไวเท่านั้น
แต่ทว่าถ้าเป็น centrifugal pump จะเป็นการเหวี่ยงของเหลว ซึ่งอาศัยการโยนโมเลกุลของเหลวด้วยความเร็วครับ ซึ่งคุณสมบัติของปั้มทั้งสองตัวจะแตกต่างกันตามกราฟด้านล่างนะครับ(เพื่อนๆสามารถกลับไปอ่านคุณสมบัติของปั้ม 2 ชนิดนี้ได้ใน EP.1 นะครับ)

ส่วนประกอบของปั้มไดอะแฟรม
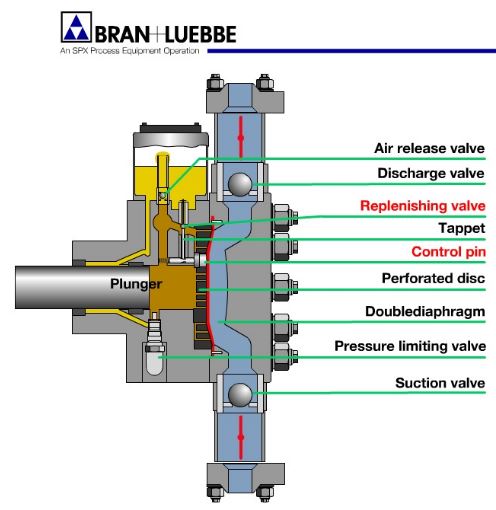
ขั้นแรกเพื่อความเข้าใจนะครับ ลองมาดูส่วนประกอบต่างๆภายในปั้มไดอะแฟรม และหน้าที่คร่าวๆกันก่อนเลยนะครับ
- แผ่นไดอะแฟรม (Diaphragm) ทำหน้าที่ในการส่งถ่ายกำลังกันระหว่างห้องน้ำมัน และห้องของของไหล (Process liquid) ครับ ซึ่งอาจจะเป็นชนิด Single diaphragm, Double diaphragm เป็นต้นนะครับ
- เช็ควาล์ว (Check valve) ทำหน้าที่ในการสร้างแรงดันขึ้นในระบบ โดยเช็ควาล์วจะมีสองตำแหน่งคือ ขาดูด (Suction) และขาจ่าย (Discharge)
- ลูกสูบ (Plunger) ทำหน้าที่ในการส่งถ่ายกำลังจากชุดมอเตอร์และชุดเกียร์ ทำหน้าที่ส่งกำลังให้ชุดน้ำมันส่งกำลัง และถือเป็นชิ้นส่วนทางกลตัวสุดท้ายที่ทำหน้าที่ส่งกำลัง
- วาล์วระบายอากาศ (Air release valve) ทำหน้าที่ในการระบายอากาศออกจากห้องน้ำมัน
- วาล์วเติมเต็ม (Replenishing valve) เป็นวาล์วที่ทำให้มั่นใจว่าแผ่นไดอะแฟรมจะไม่พังเสียหายจากภาระที่สูงเกินไป (Overload) และทำหน้าที่ระบายแรงดันจำนวนหนึ่งออกในช่วงขาดูด
- วาล์วตั้งค่าแรงดัน (Pressure limiting valve) ทำหน้าที่ตั้งค่าแรงดันของปั้มเพื่อนำไปใช้งาน ซึ่งเมื่อปั้มทำการอัดจะทำการอัดได้แค่ความดันที่ตั้งค่าไว้ จากนั้นวาล์วจะเปิดและระบายแรงดันออกในจังหวะขาส่งอัด
หลักการทำงานของปั้มไดอะแฟรม
ปั้มไดอะแฟรม (Diaphragm pump) จะเป็นการส่งถ่ายแรงแบบอัด โดยจุดเริ่มต้นของแรงส่งมาจาก motor จากนั้นแรงผ่านชุดส่งกำลังมาหาลูกสูบ (Plunger)
ในจังหวะขาส่ง ลูกสูบดันตัวส่งถ่ายแรงไปให้น้ำมัน (Hydraulic oil) และน้ำมันส่งแรงไปดันแผ่นไดอะแฟรม อีกที หลังจากนั้นแผ่นไดอะแฟรม จะไปดันของเหลวให้เกิดการอัดตัวขึ้น โดยเช็ควาล์วขาดูดอยู่ตำแหน่งปิด และเช็ควาล์วขาส่งอยู่ตำแหน่งเปิดเพื่อสร้างแรงดัน
ในจังหวะขาดูด ลูกสูบจะดันตัวกลับ หลังจากนั้นน้ำมันจะสร้างแรงดูดไปดูดแผ่นไดอะแฟรม จากนั้นของเหลวจะถูกดูดเข้ามาด้านในห้องแรงดัน โดยเช็ควาล์วขาดูดอยู่ตำแหน่งเปิด และเช็ควาล์วขาส่งอยู่ตำแหน่งปิดเพื่อสร้างแรงดูดเข้ามา
และเป็นแบบนี้ซ้ำๆ หรือที่เรียกว่า Cycle) และเกิดเป็นความดันและอัตราการไหล (ในกราฟ p-V diagram ด้านล่างนะครับ)
*สีฟ้า : เป็นห้องของ Process ของไหล, *สีเหลือง : เป็นห้องของน้ำมันส่งกำลัง Hydraulic
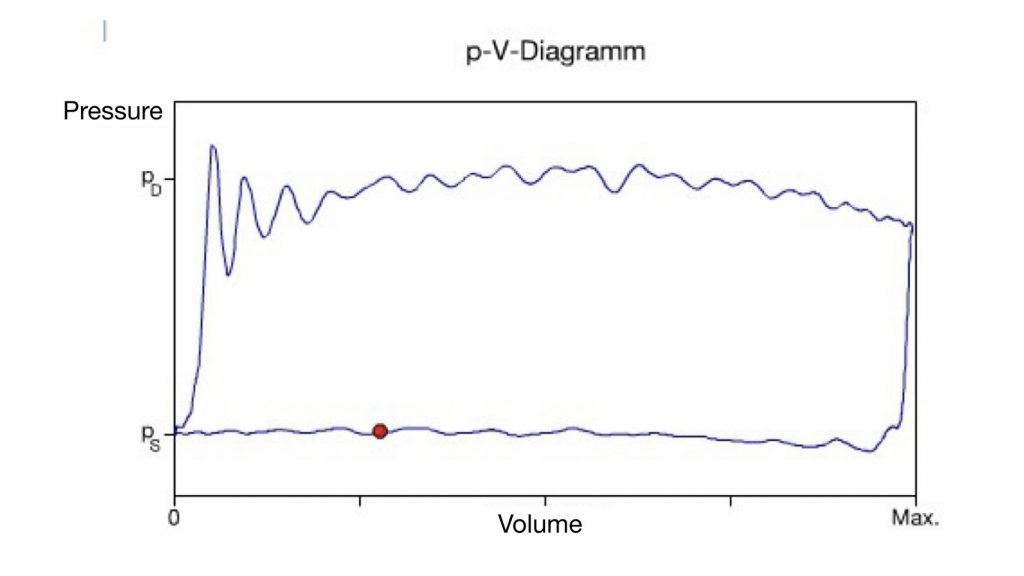
จะเกิดอะไรขึ้นเมื่อปั้มทำความดันถึงจุดสูงสุด?
ในการทำงานของปั้มไดอะแฟรม ในขณะทำการส่งของเหลว ความดันจะเพิ่มขึ้นเรื่อยๆ และจะเพิ่มจน ถึงจุดที่ Pressure setting valve จากนั้นวาล์วตัวนี้จะทำการเปิดและระบายแรงดันออก เท่ากับว่า แรงดันขาออกจะประมาณเท่ากับแรงดันที่ตั้งค่าไว้
แต่ในช่วงขาดูดของเหลวจะถูกดูดขึ้นมา และจะมีการระบายอากาศในห้องน้ำมันส่งกำลังออก ด้วยวาล์วระบายอากาศ (Air vent valve) และมีการระบายแรงดันจำนวนหนึ่งออกด้วย (Replenishing valve) เพื่อป้องกันแผ่นไดอะแฟรมเสียหายในช่วงจังหวะดูดเข้านะครับ

ไว้ครั้งหน้ามีโอกาสเราจะมาแชร์หน้าที่ และส่วนประกอบสำคัญอื่นๆของปั้มชนิดนี้กันนะครับ
สุดท้ายนี้ขอขอบคุณข้อมูลดีๆจากทาง PDFlowtech นะครับสำหรับ
หากสนใจข้อมูลเพิ่มเติมและ service ดีๆติดต่อได้ที่ info@pdflowtech.com, หรือเบอร์โทร 02-553-1433
แล้วพบกับสาระดีๆแบบนี้ทางด้านงานช่าง งานวิศวกรรม และอุตสาหกรรมได้ที่ นายช่างมาแชร์ นะครับ
Website: www.naichangmashare.com
Facebook: https://www.facebook.com/naichangmashare/
Youtube: https://www.youtube.com/channel/UCmIPiSeg-uy4k8JYSmknp_g
Instragram: https://www.instagram.com/naichangmashare/
Twitter: https://twitter.com/naichangmashare
#นายช่างมาแชร์












































.,It,Is,A,Non-destructive,Testing,(ndt)")