








หลายโรงงานตั้งเป้า OEE ไว้ 85% แต่เมื่อวัดจริงกลับได้เพียง 60–70% ที่สำคัญคือไม่ทราบแน่ชัดว่าเสียไปที่ Availability, Performance หรือ Quality เพราะการเก็บข้อมูลยังเป็นแบบ Manual หรือสรุปรายงานย้อนหลัง OEE เป็นดัชนีที่ต้องคำนวณจากข้อมูลจริงระดับวินาที หากข้อมูลไม่ครบหรือไม่ Real-Time ค่า OEE ที่ได้จะคลาดเคลื่อน ทำให้การวิเคราะห์จุดอ่อนของกระบวนการผลิตผิดพลาด
การใช้ Manufacturing Execution System (MES) ช่วยวัด OEE แบบออนไลน์ แยกองค์ประกอบ Availability, Performance และ Quality อย่างชัดเจน ทำให้เห็นจุดอ่อนทันทีและแก้ไขได้ตรงจุด
OEE คืออะไร (ในมุมมองเชิงวิศวกรรม)
OEE (Overall Equipment Effectiveness) คือดัชนีวัดประสิทธิผลโดยรวมของเครื่องจักร ที่ใช้ประเมินว่าเครื่องจักรหนึ่งตัว “ใช้ศักยภาพได้เต็มที่แค่ไหน” เมื่อเทียบกับเวลาที่ควรผลิตจริงในสภาพอุดมคติ ในมุมมองเชิงวิศวกรรม OEE ไม่ใช่แค่เปอร์เซ็นต์ตัวเลข KPI แต่เป็นการวิเคราะห์การสูญเสีย (Loss Analysis) ผ่าน 3 องค์ประกอบหลัก:

ปัญหาของการวัด OEE แบบเดิม (Manual / Offline)
1.ตัวเลขไม่สะท้อนความจริง
ข้อมูลที่จดบันทึกย้อนหลังมักคลาดเคลื่อน ทั้งเวลาหยุดเครื่อง (Downtime) และจำนวนของเสีย ส่งผลให้ค่า OEE ที่คำนวณได้ไม่ตรงกับสภาพการผลิตจริง
2.เห็นแค่ผลลัพธ์ ไม่เห็นต้นเหตุ
รายงานแบบสรุปปลายกะทำให้เห็นเพียงค่า OEE รวม แต่ไม่สามารถแยกได้ชัดเจนว่าเสียจาก Availability, Performance หรือ Quality
3.วิเคราะห์ช้า แก้ปัญหาช้า
เมื่อทราบปัญหาหลังจบกะ โอกาสในการปรับปรุงระหว่างการผลิตจะหายไป ทำให้การแก้ไขเป็นแบบ Reactive มากกว่าการควบคุมเชิงป้องกันาะ การวัดยังไม่แม่นยำ MES ช่วยเปลี่ยน OEE จากตัวเลขรายงาน ให้เป็นเครื่องมือปรับปรุงประสิทธิภาพแบบ Real-Time
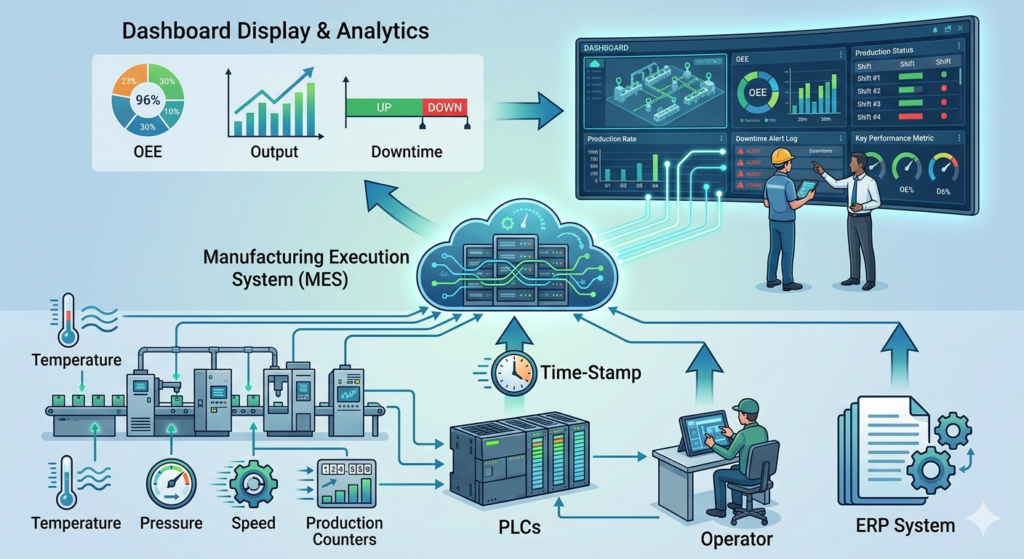
วิธีการแก้ปัญหา: วัด OEE แบบ Real-Time ด้วย MES
Manufacturing Execution System (MES) ช่วยให้โรงงานวัด OEE จากข้อมูลจริงที่เกิดขึ้นในสายการผลิตแบบ Online และคำนวณอัตโนมัติทันที
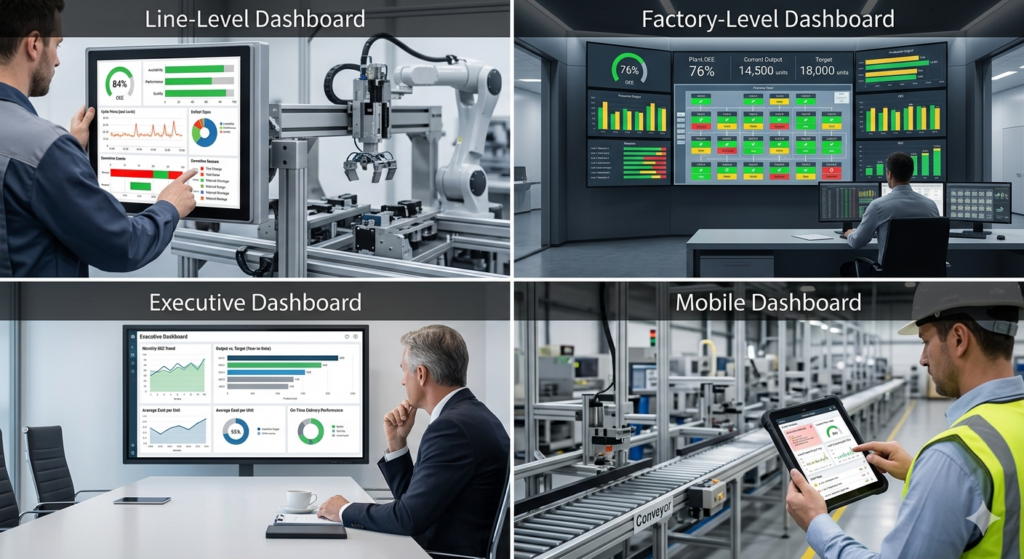
1.กราฟ OEE รายเครื่อง / รายไลน์
แสดงประสิทธิภาพของแต่ละเครื่องและแต่ละไลน์แบบ Real-Time ทำให้เห็นความแตกต่างอย่างชัดเจน
ช่วยระบุเครื่องที่มี OEE ต่ำกว่ามาตรฐาน และค้นหาคอขวด (Bottleneck) ของกระบวนการผลิตได้รวดเร็ว
เหมาะสำหรับการตัดสินใจด้าน Capacity และการจัดลำดับความสำคัญในการปรับปรุง
2.กราฟแยก Availability, Performance และ Quality
แสดงองค์ประกอบ OEE แยกเป็น 3 ส่วน ทำให้รู้ทันทีว่าปัญหาเกิดจาก Downtime, ความเร็วตก หรือของเสีย
ช่วยให้วิศวกรวิเคราะห์ต้นเหตุเชิงลึกได้แม่นยำ และวางแผนแก้ไขได้ตรงจุด
ลดการคาดเดา และสนับสนุนการตัดสินใจแบบ Data-Driven
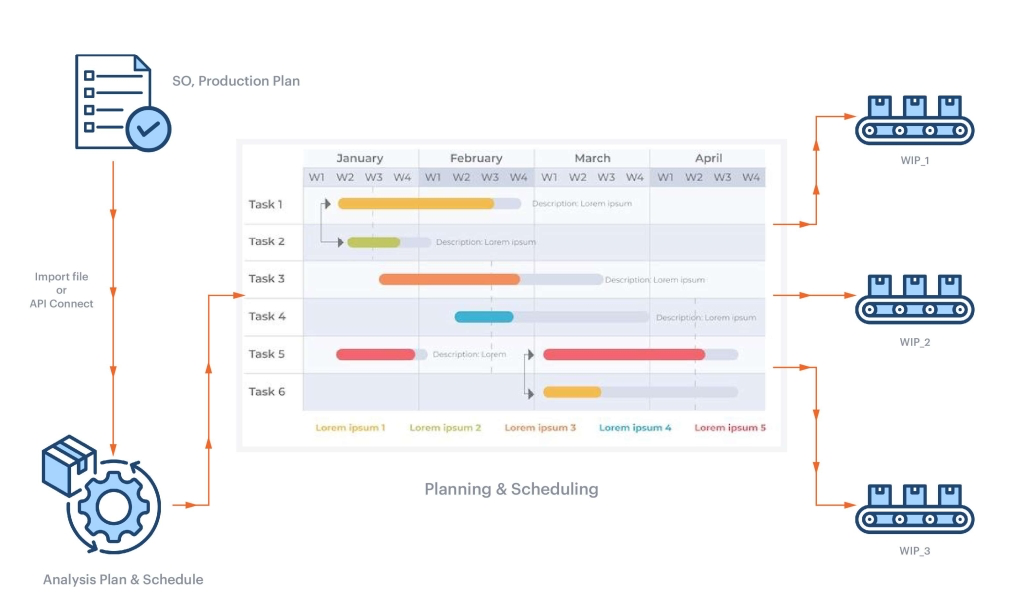
3.Trend OEE รายกะ / รายวัน
- ดูแนวโน้มประสิทธิภาพตามช่วงเวลา
- เปรียบเทียบแต่ละกะการทำงาน
- ตรวจจับช่วงเวลาที่ OEE ตกซ้ำ ๆ
เช่น
ผลลัพธ์ที่วิศวกรได้รับ
- เห็นปัญหาแบบ Real-Time ไม่ต้องรอจบกะ
- ระบุได้ทันทีว่า OEE ตกเพราะ Availability, Performance หรือ Quality
- ทราบช่วงเวลาที่เกิดปัญหาอย่างชัดเจน
- สามารถสั่งการแก้ไขได้ระหว่างการผลิต
MES เหมาะกับโรงงานแบบไหน?
1.โรงงานที่ OEE ไม่ถึงเป้า หาก OEE ต่ำกว่ามาตรฐานหรือผันผวนบ่อย MES จะช่วยให้เห็นสาเหตุที่แท้จริงแบบ Real-Time สามารถระบุได้ชัดว่าปัญหาเกิดจาก Downtime, ความเร็ว หรือของเสีย และแก้ไขได้ตรงจุดมากขึ้น
2.โรงงานที่ต้องการบริหาร KPI อย่างจริงจัง MES ทำให้ KPI ไม่ใช่แค่รายงานปลายเดือน แต่เป็นข้อมูลสดที่ติดตามได้ตลอดเวลา ช่วยให้ผู้บริหารและวิศวกรตัดสินใจจากข้อมูลจริง ลดการประเมินแบบคาดเดา
3.โรงงานที่มีหลายไลน์ผลิต สามารถเปรียบเทียบประสิทธิภาพแต่ละไลน์ แต่ละเครื่อง หรือแต่ละกะได้ในระบบเดียว
ช่วยบริหารกำลังการผลิต (Capacity) และจัดลำดับความสำคัญในการปรับปรุงได้แม่นยำ
4.โรงงานที่ต้องการยกระดับสู่ Smart Factory MES เป็นรากฐานสำคัญของการทำ Digital Manufacturing
รองรับการเชื่อมต่อข้อมูลแบบ Online วิเคราะห์เชิงลึก และพัฒนาสู่ระบบอัตโนมัติเต็มรูปแบบในอนาคต
สรุปบทความ
หลายโรงงานตั้งเป้า OEE 85% แต่ทำได้จริงเพียง 60–70% เพราะการเก็บข้อมูลแบบ Manual ทำให้วิเคราะห์ไม่ชัดว่าเสียที่ Availability, Performance หรือ Quality OEE เป็นเครื่องมือวิเคราะห์การสูญเสียเชิงวิศวกรรม หากข้อมูลไม่ Real-Time ค่าที่ได้ย่อมคลาดเคลื่อน
การใช้ MES ช่วยวัด OEE แบบออนไลน์ แยก A / P / Q ชัดเจน เห็นปัญหาทันที แก้ไขได้ระหว่างการผลิต ลด Downtime เพิ่มประสิทธิภาพ และก้าวสู่ Smart Factory อย่างเป็นระบบ
สนับสนุนบทความโดย L5 MES

หากโรงงานของคุณมีปัญหา OEE ไม่ถึงเป้า หรือข้อมูลไม่แม่นยำ L5 MES ช่วยวัด OEE แบบ Real-Time เก็บข้อมูลจากเครื่องจักรอัตโนมัติ และแสดงผลผ่าน Dashboard ชัดเจน เห็นทันทีว่า OEE ตกเพราะ Downtime, ความเร็ว หรือคุณภาพ ช่วยลดความสูญเสีย เพิ่มประสิทธิภาพ และยกระดับสู่ Smart Factory ได้อย่างเป็นระบบ
ยกระดับการบริหารการผลิตด้วย L5MES – Manufacturing Execution System สำหรับโรงงานยุคดิจิทัล
ในยุคที่โรงงานต้องแข่งขันด้าน Efficiency, Quality และ Traceability การบริหารการผลิตด้วยข้อมูลแบบ Real-time กลายเป็นสิ่งสำคัญอย่างยิ่ง
L5MES (Level 5 Manufacturing Execution System) คือแพลตฟอร์มบริหารการผลิตที่เชื่อมต่อข้อมูลจากหน้างานเข้าสู่ระบบดิจิทัล ช่วยให้ผู้บริหารและวิศวกรสามารถมองเห็นภาพการผลิตได้อย่างครบถ้วน ตั้งแต่ Machine Performance, Production Tracking, Quality Control ไปจนถึง OEE Analysis
ระบบถูกออกแบบมาเพื่อช่วยโรงงาน:
✔ ตรวจสอบสถานะการผลิตแบบ Real-time
✔ วิเคราะห์ประสิทธิภาพเครื่องจักรด้วย OEE Dashboard
✔ ติดตาม Production Order และ Traceability ได้ตลอดกระบวนการ
✔ ลดความสูญเสียจาก Downtime และ Human Error
✔ ยกระดับโรงงานสู่ Smart Manufacturing และ Industry 4.0
สำหรับโรงงานที่ต้องการเปลี่ยนจาก Data Recording แบบ Manual → สู่ Digital Manufacturing Intelligence
L5MES คือเครื่องมือสำคัญที่ช่วยให้ข้อมูลการผลิตกลายเป็น “พลังในการตัดสินใจ”
ดูรายละเอียดเพิ่มเติมเกี่ยวกับระบบ L5MES ได้ที่
👉 www.l5mes.com
แล้วพบกับสาระดีๆแบบนี้ทางด้านงานช่าง งานวิศวกรรม และอุตสาหกรรมได้ที่ นายช่างมาแชร์ นะครับ
Website: www.naichangmashare.com
Facebook: https://www.facebook.com/naichangmashare/
Blockdit : https://www.blockdit.com/naichangmashare
Instragram: https://www.instagram.com/naichangmashare/
Twitter: https://twitter.com/naichangmashare
Youtube: https://www.youtube.com/@naichangmashare
TikTok : https://www.tiktok.com/@naichangmashare




















?")

