หลายๆคนต้องรู้จักคำว่า “ท่อ” กันอยู่แล้วใช้ไหมครับ ซึ่งท่อเนี่ยถือเป็นอีกหนึ่งในชิ้นส่วนพื้นฐานของโรงงานอุตสาหกรรมและงานก่อสร้างมากๆเลยที่มีหน้าที่ใช้ทั้งในการลำเลียงของไหล รับแรงดัน และเป็นชิ้นส่วนโครงสร้างของโรงงานและอาคารต่างๆ
แต่!!.. ถ้าได้ยินคำว่า tube กับ pipe แน่นอนว่าหลายๆคนยังสับสนระหว่างอยู่แน่นอน ซึ่งไม่เพียงแค่นั้นนะครับ คำถามนี้มักเอาไปใช้ในการสัมภาษณ์งานในหลายๆที่อีกด้วย ;จาก ปสก ส่วนตัว 🙂 โดยในบทความนี้เราจะพาไปรู้จักท่อ Tube ตั้งแต่พื้นฐาน ประเภท การผลิต และวิธีเลือกจริงใช้สำหรับงานอุตสาหกรรมแบบเชิงความรู้แบบจัดเต็มกันครับผม
ท่อ (Tube) — คู่มือฉบับย่อสำหรับช่างและวิศวกรมืออาชีพ
สำหรับ “ท่อ (Tube) ” จริงๆก็คือท่อที่มีความเป็นวัสดุทรงกลม (หรือรูปทรงตัดขวางอื่น ๆ) ที่มีรูสำหรับนำของไหล/แรงดัน/สัญญาณในมุมวิศวกรรม เช่น แรงดันลม Pneumatic, แรงดันน้ำมัน hydraulic ต่างๆ ที่ถูกนำมาออกแบบใช้เป็นชิ้นส่วนเชิงกลในเครื่องจักรและระบบ
โดย “ความแตกต่างสำคัญระหว่าง Tube กับ Pipe” โดยทั่วไปคำว่า pipe ใช้วัดตามขนาดโดยประมาณ (Nominal Pipe Size) วัดเป็น NPS (นิ้ว) x schedule (กำหนดความหนา) ซึ่งทำหน้าที่ในการลำเลียงของไหล fluid จากที่หนึ่งไปยังอีกที่หนึ่ง
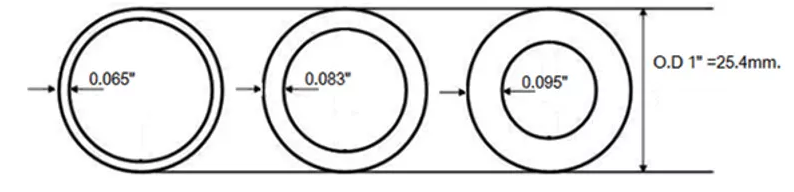
โดยส่วนคำว่า tube จะวัดโดยรัศมีนอก Outer Diameter (OD) และ Wall Thickness (WT) วัดเป็นค่า OD × WT (เช่น 25.4×1.5 mm) มีความแม่นยำมิติสูงกว่า และมักถูกออกแบบให้ใช้ภายในเครื่องจักร ระบบส่งกำลัง หรือระบบสัญญาณ sensing line ต่างๆ เช่น Pneumatic, hydraulic, water ต่างๆเป็นต้น ซึ่งการออกแบบก็จะเลือกจาก แรงดัน อุณหภูมิ อัตราการไหล รวมถึงชนิดของสานด้านในนั่นเองครับ
หลักการทำงานเชิงกลของท่อ (พอเข้าใจแบบช่าง)
ท่อ Tube ทำหน้าที่รับแรงจากของไหล (แรงดันภายใน) และรับแรงจากการติดตั้ง/โหลดภายนอก (แรงดัด บิด แรงอัด ฯลฯ) และส่งสัญญาณทางกลไปหาระบบและเครื่องจักรต่อไป
สำหรับท่อที่รับแรงดันภายใน หลักการสำคัญคือ แรงเค้นแนวรอบ (hoop stress) และ แรงเค้นตามแนวแกน (axial stress)
สมการ (thin-walled assumption):
; โดยที่นิยามคือ P = ความดันภายใน, D = เส้นผ่านศูนย์กลาง (mean/outer ตามนิยาม), t = ความหนา ผู้ออกแบบต้องใช้สูตรที่เหมาะสมกับเงื่อนไขและมาตรฐาน
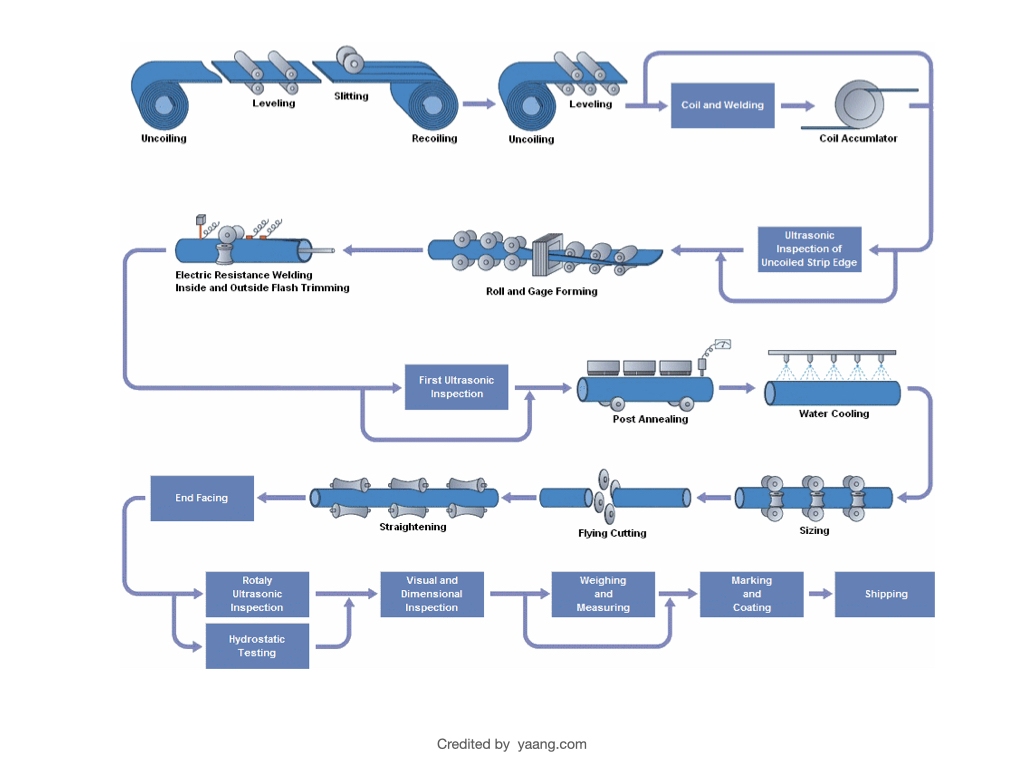
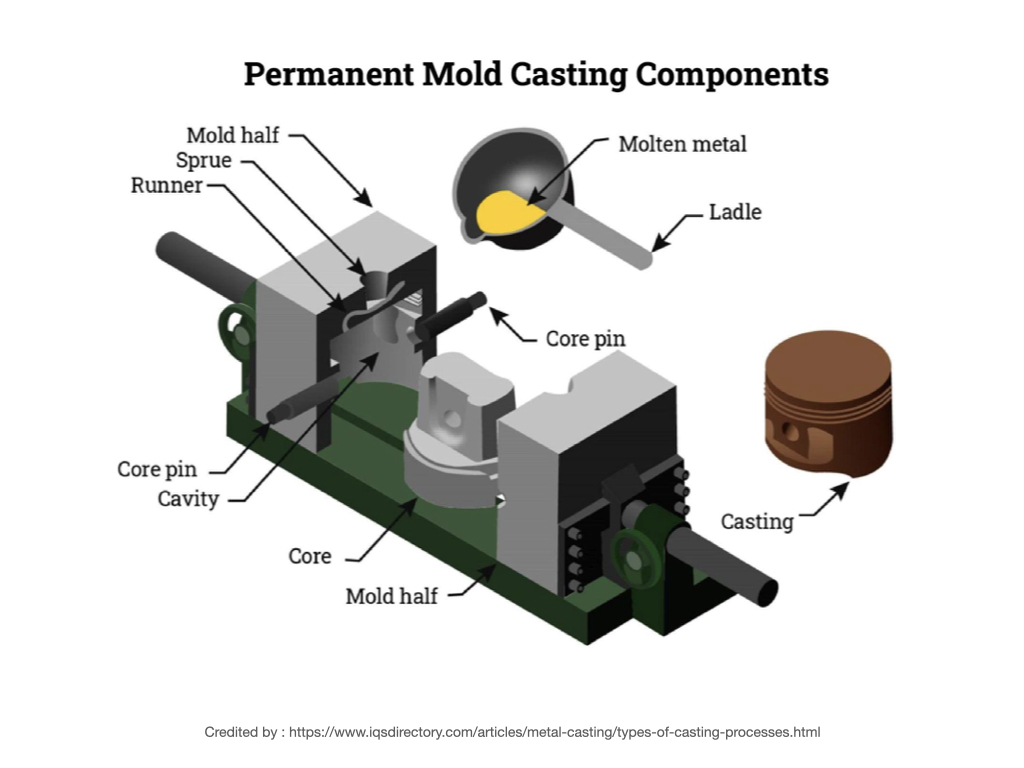
กระบวนการผลิตท่อ (ภาพรวม)
1. Seamless (ไร้ตะเข็บ)
ท่อแบบ Seamless (ไร้ตะเข็บ) วิธีหลักในการผลิตคือ Piercing / Rotary piercing แล้ว Pilger rolling หรือ extrusion และ cold drawing เพื่อได้มิติเฉียบและสมบัติกลที่ดี เหมาะสำหรับงานแรงดันสูง/อุตสาหกรรมก๊าซ/ปิโตรเคมี/ไฮดรอลิค
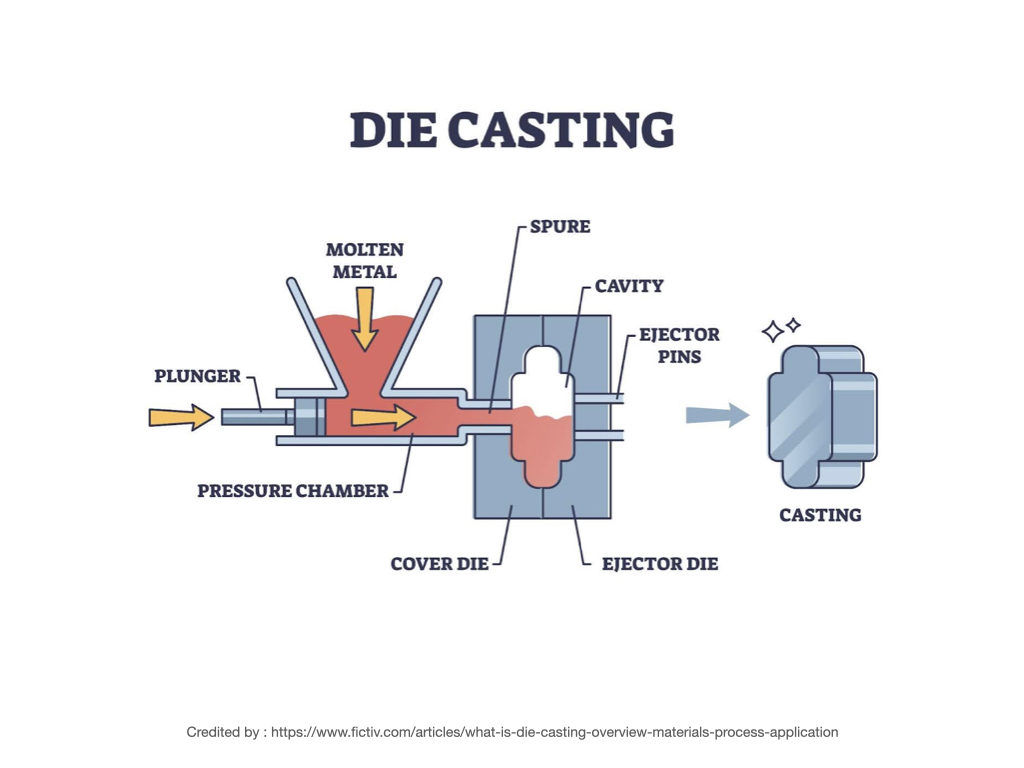
2. Welded (มีรอยเชื่อม)
สามารถแบ่งวิธีย่อยๆออกได้เป็น 3 แบบนะครับ
ERW (Electric Resistance Welded) : ม้วนแผ่นแล้วเชื่อมด้วยความต้านทาน เหมาะท่อขนาดกลาง
SAW (Submerged Arc Welding) : ใช้กับท่อขนาดใหญ่ เช่นท่อส่งน้ำ/ท่อสตีลสำหรับงานก่อสร้าง
HFW (High Frequency Welding) : เวลาต้องการความเร็วการผลิตสูง
3. Cold drawing / cold finishing
ในการผลิตแบบ Cold fishing จะเป็นการเพิ่มความเที่ยงตรงของมิติและปรับปรุงสมบัติทางกลสำหรับการผลิตท่อ Tube ของเรานั่นเองครับ
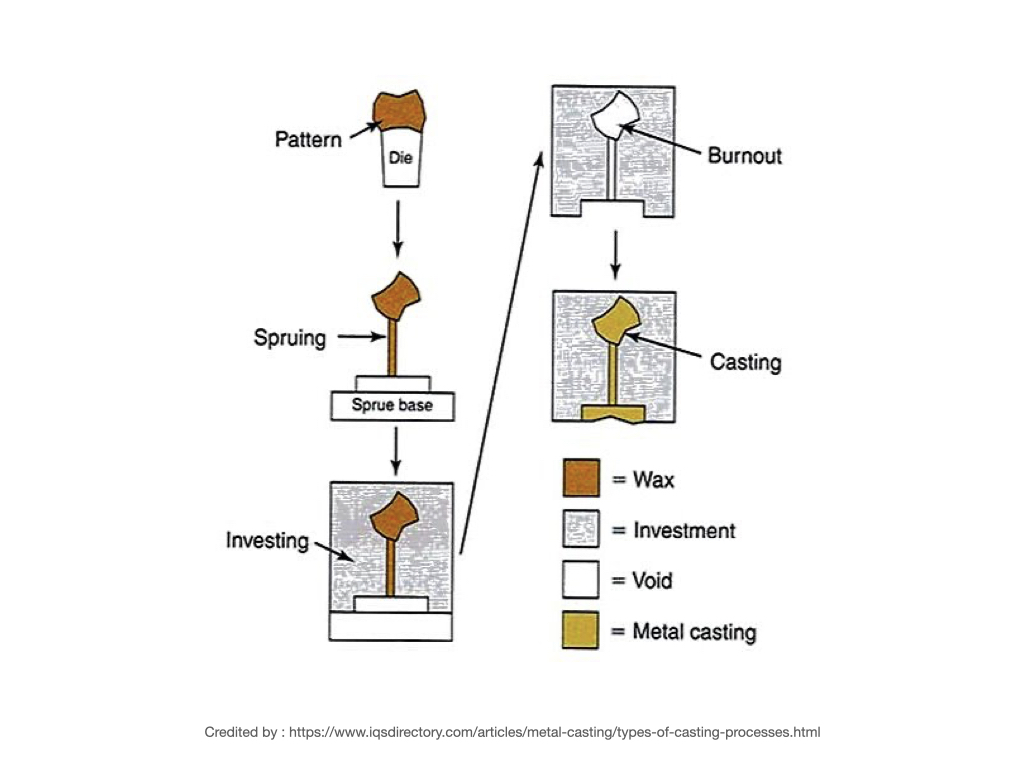
4. Extrusion (สำหรับโลหะอ่อน/อลูมิเนียม/พลาสติก)
การผลิตแบบ Extrusion สำหรับหลักการคือ จะทำการดันวัสดุผ่านดายเพื่อให้เป็นท่อ Tube เช่นท่อ PVC, HDPE, ท่ออัลลอย Alloy หลังการผลิตมักมีกระบวนการ อบคืนเนื้อ (annealing) , pickling , passivation (สำหรับสแตนเลส), coating/galvanizing เพื่อป้องกันการกัดกร่อน
ประเภทท่อ / วัสดุ ข้อดี ข้อเสีย Seamless (ไร้รอยเชื่อม) – ทนแรงดันสูงกว่า – ไม่มีรอยเชื่อมเป็นจุดอ่อน – มิติแม่นยำ – ราคาสูงกว่า – กระบวนการผลิตซับซ้อน Welded (มีรอยเชื่อม) – ราคาถูกกว่า – ผลิตได้รวดเร็ว – ทำขนาดใหญ่ได้ง่าย – รอยเชื่อมเป็นจุดบกพร่อง – ต้องตรวจสอบคุณภาพรอยเชื่อม สแตนเลส (Stainless Steel) – ทนการกัดกร่อนสูง – เหมาะกับอาหาร ยา และงานที่ต้องการสุขอนามัย – ราคาแพงกว่าคาร์บอน คาร์บอนสตีล (Carbon Steel) – แข็งแรง – ราคาประหยัด – ใช้งานหลากหลาย – ต้องเคลือบ/ป้องกันการกัดกร่อน – อายุการใช้งานสั้นกว่าในสภาพกัดกร่อน พลาสติก (Plastic: PVC, HDPE ฯลฯ) – น้ำหนักเบา – ติดตั้งง่าย – ทนสารเคมีบางชนิด – ทนแรงดันต่ำกว่าโลหะ – ไม่ทนความร้อนสูง
ประเภทของท่อ — แบ่งตามมิติต่าง ๆ
1. ตามลักษณะวัสดุ (Material Base)
เหล็กกล้าคาร์บอน (Carbon steel) — ทั่วไป ถูก ทนแรงดี แต่ต้องป้องกันการกัดกร่อน
สแตนเลส (SS) — ทนการกัดกร่อนดี เหมาะอาหาร ยา เคมี น้ำทะเล
ทองแดง/ทองเหลือง — ท่อทำความร้อน ระบบน้ำยาแอร์ งานเครื่องมือแพทย์บางชนิด
อะลูมิเนียม — เบา ใช้งานโครงสร้าง อากาศยาน
ไทเทเนียม/นิกเกิลอัลลอย — งานอุณหภูมิสูง/กัดกร่อนรุนแรง (อุตสาหกรรมพิเศษ)
พลาสติก (PVC, HDPE, PEX) — ทนสารเคมีบางชนิด ติดตั้งง่าย ไม่ทนแรงดัน/อุณหภูมิสูงเท่าโลหะ
2. ตามรูปตัดขวาง (Cross-Sectional Base)
ท่อกลม (round tube) — ใช้ทั่วไป 95%
ท่อเหลี่ยม/สี่เหลี่ยม (square/rectangular tube) — งานโครงสร้าง เฟอร์นิเจอร์
3. ตามการออกแบบใช้งาน (Application design Base)
การใช้งานท่อ Tube เราจะเอาไปใช้งานกับระบบและเครื่องจักรที่ค่อนข้างหลากหลายนะครับ โดยอาจจะขอยกตัวอยากการออกแบบเพื่อเอาไปใช้งานในแบบประเภทต่างๆนะครับ
3.1) ท่อแรงดัน (pressure tubing)
คืออะไร: ท่อที่ถูกออกแบบมาเพื่อรับแรงดันภายในสูง (fluid/gas) โดยตรง เช่น น้ำมัน ก๊าซ อากาศอัด
คุณสมบัติสำคัญ:
ผลิตจากเหล็กไร้ตะเข็บ (seamless) หรือท่อเชื่อมคุณภาพสูง
มีมาตรฐานรับรอง เช่น ASTM A179, ASTM A106, ASME SA213
ต้องผ่านการทดสอบแรงดัน (Hydrostatic test, Pneumatic test)
ตัวอย่างการใช้งาน:
ระบบท่อส่งน้ำมัน ก๊าซ ไอน้ำแรงดันสูง
ระบบ Boiler / Heat recovery
ระบบอัดอากาศในโรงงาน
ข้อสังเกต: ราคาสูง ต้องควบคุมคุณภาพการผลิตและทดสอบเข้มงวด
3.2) ท่อแลกเปลี่ยนความร้อน (heat-exchanger tubing)
คืออะไร: ท่อที่ใช้ในอุปกรณ์ Heat Exchanger / Condenser / Evaporator เพื่อถ่ายเทความร้อนระหว่างสองของไหล
คุณสมบัติสำคัญ:
ต้องมีผิวเรียบ ขัดมัน หรือขัดพิเศษเพื่อลดการเกาะของตะกรัน
ทนการกัดกร่อน (นิยมใช้สแตนเลส, ทองแดง, ท่อโลหะผสมพิเศษ เช่น Inconel, Titanium)
มีความบางพิเศษเพื่อให้การถ่ายเทความร้อนมีประสิทธิภาพ
ตัวอย่างการใช้งาน:
คอนเดนเซอร์ในโรงไฟฟ้า
Evaporator ในระบบทำความเย็น
Heat Exchanger ในปิโตรเคมี อาหาร และเครื่องดื่ม
ข้อสังเกต: ต้องตรวจสอบด้วย Eddy Current Test / Ultrasonic Test เป็นประจำ เพราะผนังบางและเสี่ยงต่อการรั่ว
3.3) ท่อไฮดรอลิค/เครื่องมือ (precision/hydraulic tubing)
คืออะไร: ท่อขนาดเล็กถึงกลาง ที่มี ความเที่ยงตรงสูง (tight tolerance) ใช้กับระบบแรงดันไฮดรอลิค หรืองานเครื่องมือวัด
คุณสมบัติสำคัญ:
OD และความหนาแม่นยำสูง
ผิวในเรียบ ลดการสูญเสียแรงดัน
มักใช้สแตนเลสหรือเหล็กกล้าไร้รอยเชื่อม
ต้องทนแรงดันเป็นพิเศษ (สำหรับไฮดรอลิค >200 bar)
ตัวอย่างการใช้งาน:
ระบบไฮดรอลิคเครื่องจักรกลหนัก (Excavator, Press machine)
ระบบเบรกอากาศ/น้ำมัน
ท่อสำหรับเครื่องมือวัดความดัน/อุณหภูมิ (Instrumentation tubing)
ข้อสังเกต: ติดตั้งมักใช้ข้อต่อแบบ compression fitting (Swagelok, Parker) เพื่อป้องกันการรั่ว
3.4) ท่อโครงสร้าง (structural tubing)
คืออะไร: ท่อที่ไม่ได้ออกแบบมาเพื่อส่งของไหล แต่ใช้เป็น โครงสร้างรับแรง
คุณสมบัติสำคัญ:
มักทำเป็น ท่อสี่เหลี่ยม (Square/Rectangular tube) หรือ ท่อกลม (Round tube)
เน้นความแข็งแรงต่อแรงดัดและแรงอัด มากกว่าความหนาแน่นของผนัง
สามารถทำจากเหล็กคาร์บอน, อะลูมิเนียม หรือสแตนเลส
ตัวอย่างการใช้งาน:
โครงสร้างอาคาร, โครงเหล็ก, เฟรมเครื่องจักร
เฟอร์นิเจอร์, ราวกันตก, โครงเก้าอี้, ชั้นวาง
โครงรถยนต์, รถไฟ, อากาศยาน
ข้อสังเกต: ราคาประหยัดกว่า pressure tube และไม่จำเป็นต้องผ่านการทดสอบแรงดัน
ประเภทท่อ จุดเด่น การใช้งานหลัก วัสดุที่นิยม ข้อควรระวัง Pressure tubing ทนแรงดันสูง ไร้รอยเชื่อม ระบบก๊าซ, ไอน้ำ, น้ำมัน Carbon steel, Stainless ต้องทดสอบ Hydro / Pneumatic Heat-exchanger tubing ผนังบาง ถ่ายเทความร้อนดี Condenser, Evaporator, Boiler Copper, Stainless, Titanium เสี่ยงรั่ว ต้องตรวจสอบสม่ำเสมอ Hydraulic/Precision tubing มิติแม่นยำสูง, ผิวเรียบ ระบบไฮดรอลิค, เครื่องมือวัด Stainless, Alloy steel ใช้ fitting พิเศษ ป้องกันรั่ว Structural tubing แข็งแรง รับแรงโครงสร้าง อาคาร, เฟอร์นิเจอร์, โครงรถ Carbon steel, Aluminium ไม่เหมาะกับงานส่งของไหล
4. การใช้งานจริงตามอุตสาหกรรม (ตัวอย่าง)
พลังงาน / ปิโตรเคมี: ท่อแรงดันสูง ท่อแลกเปลี่ยนความร้อน ท่อของหม้อไอน้ำ
อุตสาหกรรมอาหาร/ยา: สแตนเลส sanitary tubing
HVAC/ระบบทำความเย็น: ทองแดงสำหรับระบบน้ำยาแอร์ ท่อแลกเปลี่ยนความร้อน
ยานยนต์/อากาศยาน: ท่อเชื้อเพลิง ท่อไฮดรอลิค ท่อโครงสร้างน้ำหนักเบา
การแพทย์: ท่อขนาดเล็กสำหรับอุปกรณ์ทางการแพทย์ (hypodermic tubing)
งานก่อสร้าง/เฟอร์นิเจอร์: ท่อสี่เหลี่ยม/กลมเป็นชิ้นส่วนโครงสร้างและราวจับ
5. การเลือกท่อ Tube — เงื่อนไขที่ต้องพิจารณา
การเลือกท่อให้เหมาะสมไม่ใช่แค่ “เลือกวัสดุ” เท่านั้น แต่ต้องดู เงื่อนไขการใช้งานจริง ทั้งแรงดัน อุณหภูมิ สภาพแวดล้อม และวิธีการติดตั้ง หากเลือกผิดอาจทำให้ท่อรั่ว แตก หรืออายุการใช้งานสั้นลง ซึ่งประเด็นสำคัญที่ควรพิจารณามีดังนี้
5.1) ความดันและอุณหภูมิที่ต้องใช้งาน
ความดัน (Pressure): ท่อที่ใช้กับไอน้ำแรงดันสูง, ไฮดรอลิค หรือก๊าซ ต้องทนแรงดันได้มากกว่า ซึ่งมักเลือกใช้ Seamless tube หรือท่อที่ผ่านการทดสอบ Hydrostatic test
อุณหภูมิ (Temperature):
อุณหภูมิสูง → ต้องเลือกโลหะที่ทนได้ เช่น สแตนเลส, Inconel, Alloy steel
อุณหภูมิต่ำมาก (Cryogenic) → ใช้ Stainless, Aluminium ที่ไม่เปราะแตก
ถ้าใช้พลาสติก ต้องเช็กอุณหภูมิใช้งานสูงสุด (PVC ~60 °C, HDPE ~80 °C)
5.2) ชนิดของสารที่ไหล (Fluid characteristics)
ของไหลกัดกร่อน (Corrosive fluid):
กรด ด่าง → ใช้สแตนเลส, พลาสติก (PVC, PP, PTFE)
น้ำทะเล → แนะนำสแตนเลส 316L หรือ Titanium
ของไหลหนืด (Viscous fluid): ของไหลมีอนุภาค (Slurry, Solid particle): Carbon steel lining, Rubber lining, Ceramic lining
5.3) ความทนทาน และสภาพแวดล้อมต่อการกัดกร่อนและการบำรุงรักษา
หากท่ออยู่ใน สภาพแวดล้อมภายนอก เช่น กลางแจ้ง ชายทะเล ควรเลือกวัสดุที่ทนสนิม หรือเคลือบป้องกัน
Stainless steel : ทนสนิม ไม่ต้องทาสีบ่อย → ลดค่าบำรุงรักษา
Carbon steel : ต้องเคลือบสีกันสนิม, Galvanized, หรือทำ lining → ค่า Maintenance สูงกว่า
5.4) ขนาดมิติ (OD/ID/WT) และความคลาดเคลื่อน
OD (Outer Diameter) และ ID (Inner Diameter) กำหนดอัตราการไหล (Flow rate) WT (Wall Thickness) ต้องพอรับแรงดัน
Tolerance (ความคลาดเคลื่อน):
ท่อทั่วไป เช่น Pipe — ยอมคลาดเคลื่อนได้มาก
ท่อเครื่องมือ (Instrumentation / Hydraulic tube) — ต้องแม่นยำสูง เพื่อเข้ากับข้อต่อ compression fitting
หากขนาดไม่แม่น อาจทำให้ติดตั้งไม่ได้ รั่ว หรือเกิดปัญหาในระบบ
5.5) วิธีติดตั้งและข้อจำกัดภาคสนาม
การเชื่อม (Welding): เหมาะกับท่อโลหะ แต่ต้องใช้ช่างฝีมือและตรวจสอบรอยเชื่อม
เกลียว (Threaded): ง่าย แต่เหมาะกับท่อขนาดเล็ก/แรงดันต่ำ
บีบอัด (Compression fitting): นิยมในงานไฮดรอลิค/เครื่องมือวัด เพราะป้องกันการรั่วได้ดี
Flange / Clamp / Push-fit: ใช้ในงานที่ต้องการถอดบำรุงรักษาบ่อย
ข้อจำกัดภาคสนาม: ถ้าพื้นที่แคบ อาจเลือกท่อเบา เช่น Stainless thin wall หรือ Plastic เพื่อติดตั้งง่าย
5.6) มาตรฐานและการทดสอบคุณภาพ
การเลือกท่อควรอ้างอิง มาตรฐานสากล เพื่อให้มั่นใจในคุณภาพและความปลอดภัย เช่น
ASTM (American Society for Testing and Materials) → ASTM A213 (Stainless tube), ASTM A179 (Heat exchanger tube)ASME (American Society of Mechanical Engineers) → Boiler & Pressure Vessel CodeJIS (Japanese Industrial Standards) → นิยมในเอเชีย เช่น JIS G3459 (Stainless tube)EN / ISO → มาตรฐานยุโรป
การทดสอบที่ควรมี:
Hydrostatic / Pneumatic test (ทดสอบแรงดัน)
Eddy current / Ultrasonic test (ตรวจหาความบกพร่อง)
PMI (Positive Material Identification) → ตรวจสอบเกรดวัสดุจริง
การเลือกท่อควรดูทั้ง แรงดัน, อุณหภูมิ, ของไหล, วัสดุ, มิติ, วิธีติดตั้ง และมาตรฐาน ไปพร้อมกัน ไม่ใช่ดูแค่ “ราคาถูกที่สุด” เพราะหากเลือกผิดจะมีต้นทุนซ่อมแซมและความเสียหายที่สูงกว่าในระยะยาว
FAQ ยอดนิยม (ตัวอย่าง)
Q: ท่อแบบไหนทนแรงดันสูงสุด?
Q: ท่อสแตนเลส vs ท่อคาร์บอน เลือกอย่างไร?
Q: ท่อแลกเปลี่ยนความร้อนต้องระวังอะไร?
บทสรุป – รู้จัก “Tube” ให้ครบ มุมมองที่ช่างและวิศวกรต้องเข้าใจ
ท่อ (Tube) เป็นชิ้นส่วนพื้นฐานที่อยู่เบื้องหลังงานอุตสาหกรรมแทบทุกแขนง ไม่ว่าจะเป็นการลำเลียงของไหล การถ่ายเทความร้อน การสร้างโครงสร้าง หรือแม้แต่ในระบบควบคุมแรงดันที่ต้องการความแม่นยำสูง
สิ่งที่ควรรู้เกี่ยวกับ Tube
การผลิต : มีทั้งแบบ Seamless (ไร้รอยเชื่อม แข็งแรงกว่า) และ Welded (ราคาประหยัด ผลิตได้เร็วกว่า)ประเภทการใช้งาน : ครอบคลุมตั้งแต่ท่อแรงดัน, ท่อแลกเปลี่ยนความร้อน, ท่อเครื่องมือ/ไฮดรอลิก ไปจนถึงท่อโครงสร้างวัสดุ : เลือกใช้ได้หลากหลาย ทั้ง สแตนเลส คาร์บอนสตีล อลูมิเนียม พลาสติก โดยขึ้นอยู่กับสภาพการใช้งานข้อดี–ข้อเสีย : แต่ละแบบมีจุดแข็งและข้อจำกัด เช่น สแตนเลสทนการกัดกร่อนแต่ราคาแพง ส่วนพลาสติกเบาและติดตั้งง่ายแต่ทนแรงดันต่ำกว่าการเลือกท่อ : ต้องคำนึงถึงความดัน อุณหภูมิ ชนิดของสารที่ไหล การกัดกร่อน มิติ ความแม่นยำ วิธีติดตั้ง และมาตรฐานสากลที่เกี่ยวข้อง (ASTM, ASME, JIS, EN)
การเลือกใช้ Tube ที่เหมาะสม ไม่เพียงแต่ช่วยยืดอายุการใช้งาน แต่ยังเพิ่มประสิทธิภาพ ลดความเสี่ยง และทำให้ระบบอุตสาหกรรมทำงานได้อย่างปลอดภัยและคุ้มค่า ซึ่งถือเป็น “ความรู้ที่ช่างและวิศวกรไม่ควรมองข้าม”
พบกับเทรนด์ล่าสุดของอุตสาหกรรมท่อและสายโลหะ!
ถ้าอยากอัปเดตเทคโนโลยีใหม่ ๆ ในวงการ ท่อ (Tube), ท่อแลกเปลี่ยนความร้อน, ท่อแรงดัน, สายลวด และอุปกรณ์ต่อเนื่อง ห้ามพลาดงาน
WIRE & TUBE SOUTHEAST ASIA 2025 | GIFA & METEC SOUTHEAST ASIA 2025
GIFA, METEC, Wire และ Tube Southeast Asia ในฐานะแพลตฟอร์มที่ครอบคลุมที่สุดของภูมิภาค สำหรับอุตสาหกรรมลวด สายเคเบิล ท่อ หล่อโลหะ และโลหวิทยา รวบรวมผู้แสดงสินค้ากว่า 400 ราย จาก 25 ประเทศและภูมิภาค
ชวนผู้ประกอบการที่สนใจมาพบกันเพื่อสำรวจนวัตกรรม ขับเคลื่อนธุรกิจ ให้แข็งแกร่งขึ้น โดยโฟกัสพิเศษเกี่ยวกับ แปรรูปสายลวดและสายเคเบิล การขึ้นรูปท่อและการผลิตสินค้าสำเร็จรูป เทคโนโลยีการหล่อและการผลิตชิ้นงานโลหะ การพิมพ์ 3 มิติด้วยโลหะ และยังมีระบบจับคู่ธุรกิจด้วย AI ผ่านแพลตฟอร์มทางการของงาน
ลงทะเบียนเข้าชมงานฟรี :
www.wire-southeastasia.com | www.tube-southeastasia.com
#นายช่างมาแชร์ #tube #engineering









 in collaboration with Systems Stone Co., Ltd. (FACTORIUM) invites you to dive deep into practical Autonomous Maintenance (AM) and reduce breakdowns without having to wait on anyone.")





























 in the South, Surat Thani Province")





