








งานหล่อโลหะ หรือ Metal Casting ถือเป็นหนึ่งในรากฐานสำคัญของอุตสาหกรรมการผลิต ที่ช่วยให้มนุษย์สร้างเครื่องจักรและโครงสร้างขนาดใหญ่ได้ตั้งแต่อดีตจนถึงปัจจุบัน เพราะกระบวนการนี้คือการ “เปลี่ยนโลหะร้อนเหลวให้กลายเป็นชิ้นส่วนที่ซับซ้อน แข็งแรง และมีความทนทาน” โดยการเทน้ำโลหะไปในแบบ (Mold) เพื่อให้เย็นแข็งตัวจนเกิดเป็นชิ้นงานตามรูปทรงที่ต้องการ โดยไม่จำเป็นต้องใช้การตัดเฉือนมากนัก จึงช่วยลดทั้งต้นทุนและเวลาในการผลิตอย่างมากเลยครับ
ไม่ว่าจะเป็นอุตสาหกรรมฝาสูบในเครื่องยนต์ จานเบรก ท่ออุตสาหกรรม หรือใบพัดกังหัน เป็นต้นนะครับ ทุกชิ้นล้วนเกิดขึ้นจากการหล่อโลหะ ที่ผสานทั้งศาสตร์ดั้งเดิมและเทคโนโลยีสมัยใหม่เข้าไว้ด้วยกัน ดังนั้น หากมองภาพรวมของการผลิตในอุตสาหกรรม “งานหล่อโลหะ” ยังคงเป็นขั้นตอนที่ขาดไม่ได้ และยังคงพัฒนาให้ทันสมัยเพื่อรองรับความต้องการของโลกอุตสาหกรรมในอนาคต ส่วนรายละเอียดจะเป็นอย่างไร เราตามไปรับชมในบทความกันนะครับ

พื้นฐานความรู้ภาพรวมของงานหล่อโลหะ (Basic of metal casting)
โดยเบสิคหรือพื้นฐานของ การหล่อโลหะ (Metal Casting) ให้เพื่อนๆคิดตามว่ามันคือกระบวน “การทำให้โลหะอยู่ในสภาพหลอมเหลว” จากนั้นเทโลหะเหลวๆที่มีอุณหภูมิสูงเทลงไปในแบบ (Mold) ที่เตรียมไว้โดยลักษณะรูปทรงจะถูกออกแบบไว้เหมือนชิ้นงานที่ต้องการ จากนั้นพออุณหภูมิน้ำโลหะเย็นตัวโลหะ โลหะจะเปลี่ยนสถานะจากของแข็งกลายเป็นของเหลว ดังนั้นจึงเกิดเป็นชิ้นงานตามรูปทรงที่ต้องการไว้นั่นเองครับ
หลักการพื้นฐาน:
โลหะ → ทำให้ร้อนจนหลอมเหลว → เทลงแม่พิมพ์ → เย็นแข็งตัว → ได้ชิ้นงาน
จุดแข็งของการหล่อโลหะ คือสามารถผลิตชิ้นส่วนที่มี รูปร่างซับซ้อน ขนาดใหญ่ และผลิตจำนวนมากได้ โดยไม่จำเป็นต้องใช้เครื่องจักรกลตัดเฉือนมากนัก

อุณหภูมิการหล่อโลหะ (Melting & Pouring Temperature)
อุณหภูมิการหล่อขึ้นอยู่กับชนิดของโลหะ เนื่องจากแต่ละชนิดมีจุดหลอมเหลวไม่เท่ากัน และมักต้องเทที่สูงกว่าจุดหลอมเหลวเล็กน้อยเพื่อให้ไหลเข้าแม่พิมพ์ได้สะดวก
| โลหะ / โลหะผสม | จุดหลอมเหลว (°C) | อุณหภูมิเท (Pouring Temp) โดยประมาณ |
|---|---|---|
| อะลูมิเนียม (Al) | 660 °C | 700–800 °C |
| ทองแดง (Cu) | 1,085 °C | 1,150–1,250 °C |
| เหล็กกล้า (Steel) | ~1,370–1,540 °C | 1,550–1,650 °C |
| เหล็กหล่อ (Cast Iron) | ~1,150–1,200 °C | 1,250–1,350 °C |
| แมกนีเซียม (Mg) | 650 °C | 680–750 °C |
| ไททาเนียม (Ti) | 1,670 °C | 1,700–1,800 °C |
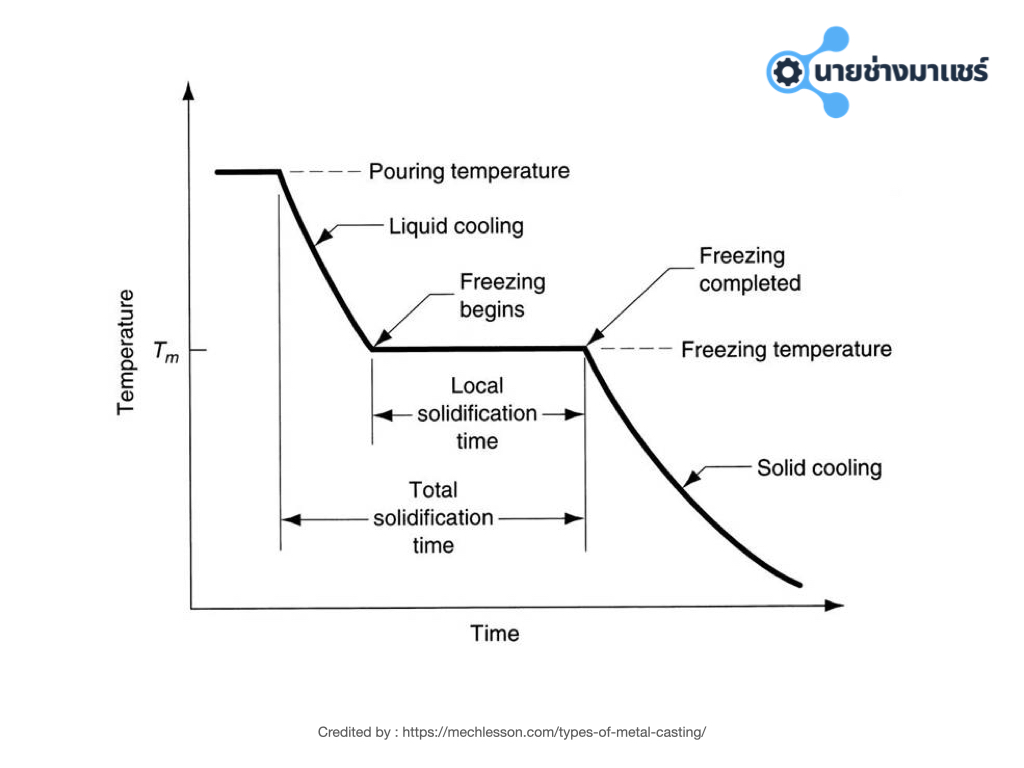
การเย็นตัวและแข็งตัว (Solidification & Cooling)
1. ช่วงการเย็นตัว (Cooling Curve)
- โลหะเหลวเมื่อเทลงแม่พิมพ์จะ ลดอุณหภูมิอย่างรวดเร็ว
- ถึงจุดหลอมเหลว → เกิด การแข็งตัว (Solidification) → ปลดปล่อยความร้อนแฝง (Latent Heat)
- หลังจากแข็งตัวแล้ว → ลดอุณหภูมิลงจนถึงอุณหภูมิห้อง
2. อัตราการเย็นตัวมีผลโดยตรงกับคุณภาพชิ้นงาน
- เย็นเร็ว → เนื้อโลหะละเอียด แข็งแรง แต่เสี่ยงรอยแตกร้าวเพราะความเค้น
- เย็นช้า → เนื้อโลหะหยาบขึ้น แต่ช่วยลดความเค้นและการบิดงอ
3. การควบคุมการเย็นตัว
- ใช้ แม่พิมพ์โลหะ (Metal Mold) → ระบายความร้อนเร็ว → ผิวเรียบ แข็งแรง
- ใช้ แม่พิมพ์ทราย (Sand Mold) → ระบายความร้อนช้า → เหมาะกับงานใหญ่ ลดความเค้นในชิ้นงาน
- งานพิเศษ เช่น Blade กังหันไอพ่น จะใช้การควบคุมการเย็นแบบ Directional Solidification หรือ Single Crystal เพื่อเพิ่มความทนทาน
โดยสรุป: โลหะส่วนใหญ่ต้องหล่อที่อุณหภูมิสูงกว่าจุดหลอมเหลว 50–200 °C และการเลือกแม่พิมพ์ + การควบคุมการเย็นตัว จะเป็นปัจจัยหลักที่กำหนดคุณภาพของชิ้นงาน
ขั้นตอนการหล่อโลหะแบบ Step by Step
การหล่อโลหะไม่ได้มีเพียงแค่ “การเทโลหะเหลวลงแม่พิมพ์” เท่านั้น แต่เป็นกระบวนการที่ต้องใช้ความรู้ทั้งด้านวิศวกรรมวัสดุ กลศาสตร์การไหลของของไหล และการควบคุมคุณภาพตั้งแต่ต้นน้ำไปจนถึงปลายน้ำ โดยสามารถแบ่งออกเป็น 7 ขั้นตอนหลักดังนี้นะครับ

1) การออกแบบชิ้นงาน (Design)
- ใช้ CAD/CAM/CAE: วิศวกรจะออกแบบชิ้นงานด้วยโปรแกรมคอมพิวเตอร์ 3 มิติ (เช่น SolidWorks, CATIA, AutoCAD)
- คำนวณการหดตัว (Shrinkage Allowance): โลหะทุกชนิดเมื่อเย็นตัวจะแข็งและหดตัว ต้องเผื่อขนาดตั้งแต่ 0.5–2% ขึ้นอยู่กับวัสดุ
- การจำลองการไหล (Flow Simulation): ใช้ซอฟต์แวร์จำลองการไหลและการแข็งตัวของโลหะ (เช่น MAGMASoft, ProCAST) เพื่อป้องกันการเกิด โพรงอากาศ (Porosity) หรือ รอยแตกร้าว (Crack)
2) การสร้างแบบหล่อ (Mold Making)
- แม่พิมพ์ทราย (Sand Mold):
ทำจากทรายผสมสารยึดเกาะ ข้อดีคือราคาถูก เหมาะกับงานชิ้นใหญ่ แต่ใช้ครั้งเดียว
- แม่พิมพ์โลหะ (Metal Mold / Permanent Mold):
ทำจากเหล็กหรือเหล็กกล้า ใช้ซ้ำได้หลายพันครั้ง ให้ผิวเรียบและความแม่นยำสูงกว่า
- การออกแบบทางเดินโลหะ (Gating System):
ต้องกำหนด ทางไหลเข้า (Gate), ทางระบายแก๊ส (Vent), ทางวิ่งโลหะ (Runner) เพื่อควบคุมการไหลไม่ให้เกิดการกระแทกและฟองอากาศ
3) การหลอมโลหะ (Melting)
ใช้ เตาหลอม ตามชนิดวัสดุ เช่น
- Induction Furnace (เตาเหนี่ยวนำไฟฟ้า) – ให้ความร้อนเร็ว ควบคุมได้แม่นยำ
- Electric Arc Furnace – เหมาะสำหรับการหลอมเหล็กกล้าในปริมาณมาก
โลหะที่นิยมหล่อ: เหล็กหล่อ, เหล็กกล้า, อะลูมิเนียม, ทองแดง, แมกนีเซียม, ไททาเนียม
ต้องควบคุมอุณหภูมิให้สูงกว่าจุดหลอมเหลว 50–200 °C เพื่อความไหลตัวที่ดี
4) การเทโลหะ (Pouring)
- โลหะที่หลอมเหลวจะถูกเทลงแม่พิมพ์ผ่าน ทางวิ่งโลหะ (Runner)
การเทมี 2 วิธีหลัก:
- Gravity Pouring → เทโดยแรงโน้มถ่วง
- Pressure / Vacuum Pouring → ใช้แรงดัน/สุญญากาศช่วยดันโลหะเพื่อให้ไหลเต็มแม่พิมพ์
ปัจจัยสำคัญ: ความเร็วการเท
- ถ้าเร็วเกินไป = ฟองอากาศและการกระแทก → เกิดโพรง
- ถ้าช้าเกินไป = โลหะเย็นตัวก่อน → ไม่เต็มแม่พิมพ์
5) การเย็นตัวและแข็งตัว (Solidification)
เมื่อโลหะในแม่พิมพ์ลดอุณหภูมิถึงจุดหลอมเหลว → เกิดการแข็งตัว
การแข็งตัวมี 2 ลักษณะ:
- Equiaxed Solidification: เกิดผลึกโลหะหลายทิศทาง → เนื้อไม่สม่ำเสมอ
- Directional Solidification: ควบคุมให้แข็งตัวในทิศทางเดียว → เนื้อแน่น แข็งแรงกว่า
การควบคุมอัตราการเย็นมีผลโดยตรงกับความแข็งแรงและโครงสร้างจุลภาคของโลหะ
6) การนำออกจากแบบ (Shakeout & Removal)
- เมื่อโลหะเย็นตัวจนแข็ง → ต้องแยกชิ้นงานออกจากแม่พิมพ์
- สำหรับแม่พิมพ์ทราย: ทุบ/สั่นสะเทือน เพื่อให้ทรายแตกตัว
- สำหรับแม่พิมพ์โลหะ: เปิดแม่พิมพ์ เหมือนการเปิดโมลด์ฉีดพลาสติก
7) การทำความสะอาดและปรับแต่ง (Cleaning & Finishing)
- ตัดส่วนเกิน: เช่น Gate, Runner, Riser ออก
- ทำความสะอาดผิว: ใช้วิธี Shot Blasting, Grinding, หรือ Pickling (กรดกัดสนิม)
8) ตรวจสอบคุณภาพ (Quality Inspection)
- การทดสอบไม่ทำลาย (NDT) เช่น X-Ray, Ultrasonic Test เพื่อตรวจหาช่องว่างภายใน
- ตรวจสอบขนาดด้วย CMM (Coordinate Measuring Machine)
3. ประเภทของงานหล่อโลหะ (Types of Metal Casting)
1) การหล่อทราย (Sand Casting)
การหล่อทรายเป็นวิธีที่เก่าแก่และแพร่หลายที่สุดในอุตสาหกรรม เนื่องจากใช้วัสดุที่หาง่ายอย่าง “ทราย” ผสมกับดินเหนียวหรือสารยึดเกาะมาทำแม่พิมพ์ หลังจากเทโลหะแล้ว แม่พิมพ์ทรายจะถูกทำลายเพื่อดึงชิ้นงานออกมา
- ลักษณะเด่น: เหมาะกับการผลิตชิ้นงานขนาดใหญ่ เช่น ฝาสูบ บล็อกเครื่องยนต์ หรือชิ้นส่วนโครงสร้างที่ไม่ต้องการความละเอียดสูงมาก
- ข้อจำกัด: ผิวชิ้นงานที่ได้มักไม่เรียบ ต้องนำไปกลึง เจียร หรือตกแต่งเพิ่มเติม

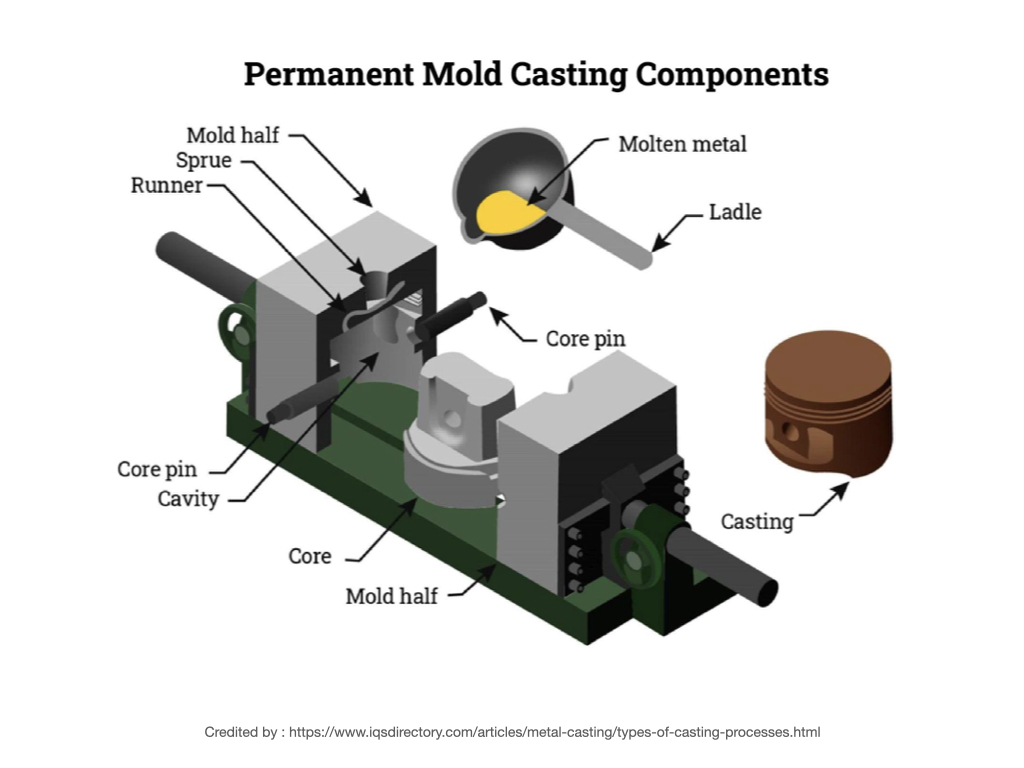
2) การหล่อแบบถาวร (Permanent Mold Casting)
ในวิธีนี้ใช้แม่พิมพ์ที่ทำจากโลหะ เช่น เหล็กหรือเหล็กกล้า ซึ่งสามารถนำกลับมาใช้ซ้ำได้หลายร้อยถึงหลายพันครั้ง โลหะหลอมเหลวจะถูกเทลงแม่พิมพ์โลหะโดยตรง
- ลักษณะเด่น: ได้ผิวงานที่เรียบและมีความแม่นยำมากกว่าแบบหล่อทราย อายุการใช้งานของแม่พิมพ์ยาวนาน ทำให้เหมาะสำหรับงานผลิตจำนวนปานกลางถึงมาก
- ข้อจำกัด: ต้นทุนการทำแม่พิมพ์สูง และไม่เหมาะกับงานชิ้นใหญ่เกินไป
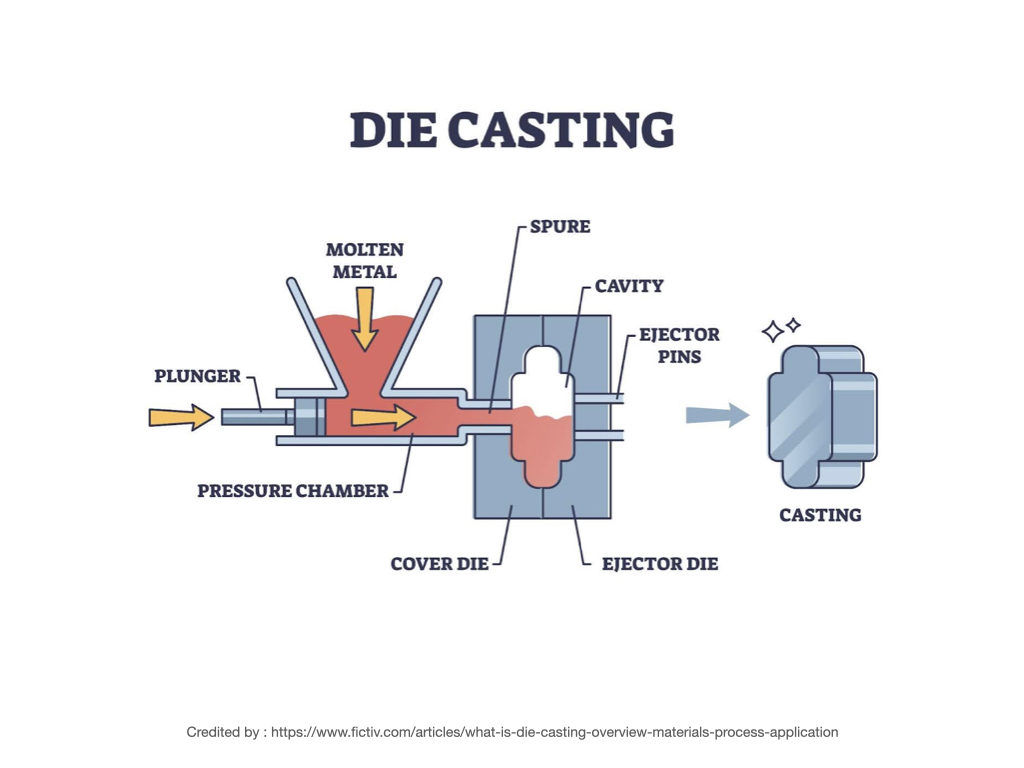
3) การหล่อด้วยแรงดัน (Die Casting)
เป็นกระบวนการที่ใช้ “แรงดันสูง” ฉีดโลหะเหลวเข้าสู่แม่พิมพ์โลหะ ทำให้โลหะไหลเต็มและได้รูปร่างที่ละเอียดมาก วิธีนี้นิยมมากในอุตสาหกรรมยานยนต์และอิเล็กทรอนิกส์
- ลักษณะเด่น: ได้ชิ้นงานที่มีผิวเรียบ รายละเอียดคมชัด และผลิตในปริมาณมากได้อย่างรวดเร็ว เช่น อะไหล่รถยนต์ ฝาครอบเครื่องจักร
- ข้อจำกัด: ค่าแม่พิมพ์สูงมาก จึงเหมาะกับการผลิตแบบ Mass Production เท่านั้น
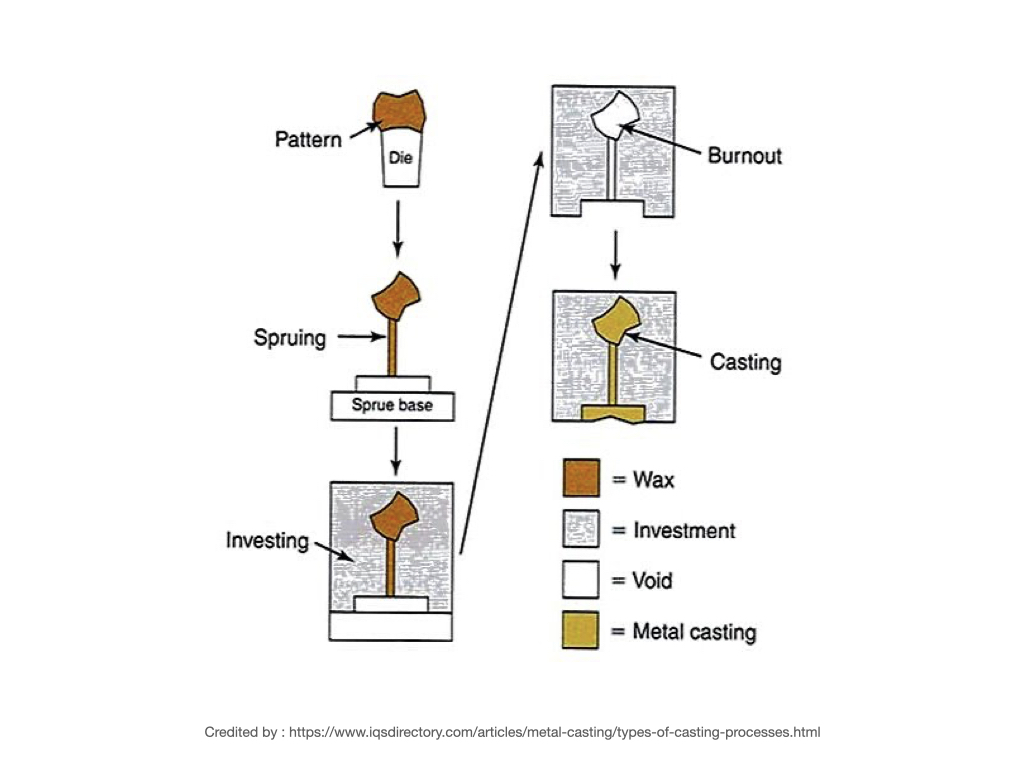
4) การหล่อแบบ Investment (Lost Wax Casting)
เป็นเทคนิคที่ใช้ “ขี้ผึ้ง” มาปั้นเป็นต้นแบบ แล้วนำไปเคลือบด้วยเซรามิกหลายชั้น เมื่อเผาออก ขี้ผึ้งจะละลายหายไป เหลือช่องว่างสำหรับเทโลหะ วิธีนี้ให้ความละเอียดสูงที่สุดในบรรดาวิธีการหล่อ
- ลักษณะเด่น: ได้ชิ้นงานที่ซับซ้อน รายละเอียดเล็ก ๆ เช่น ช่องเล็ก ครีบ หรือฟันละเอียด สามารถผลิตได้อย่างแม่นยำ เหมาะสำหรับอุตสาหกรรมการบิน ใบพัดกังหัน และงานศิลป์ประณีต
- ข้อจำกัด: ขั้นตอนมาก ใช้เวลานาน และต้นทุนต่อชิ้นสูงกว่าวิธีอื่น
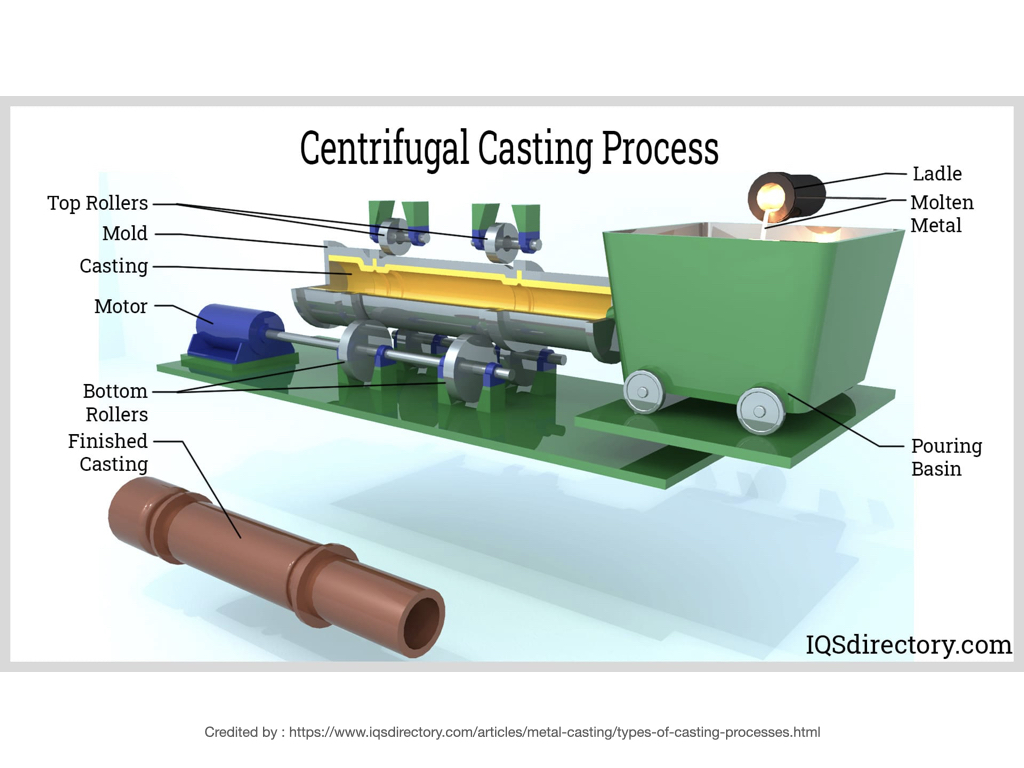
5) การหล่อแรงเหวี่ยง (Centrifugal Casting)
ใช้หลักการหมุนแม่พิมพ์ด้วยความเร็วสูง แล้วเทโลหะเหลวเข้าไป แรงเหวี่ยงจะทำให้โลหะกระจายตัวไปเกาะผนังแม่พิมพ์และแข็งตัวเป็นรูปทรงกลม/ทรงกระบอก
- ลักษณะเด่น: เหมาะสำหรับผลิตชิ้นงานทรงกระบอก เช่น ท่อ ปลอกกระบอก เสื้อสูบ หรือแหวน โดยได้เนื้อโลหะที่หนาแน่นและแข็งแรงบริเวณผิว
- ข้อจำกัด: จำกัดรูปทรงผลิตได้เฉพาะชิ้นงานวงกลม/ทรงกระบอก
| วิธีการหล่อ | วัสดุแม่พิมพ์ | ลักษณะงานที่เหมาะสม | ข้อดี | ข้อเสีย | ตัวอย่างการใช้งาน |
|---|---|---|---|---|---|
| หล่อทราย (Sand Casting) | ทรายผสมดินเหนียว/สารยึดเกาะ | งานขนาดใหญ่ ซับซ้อนปานกลาง ผลิตไม่มาก | ราคาถูก ทำง่าย ใช้ได้กับงานชิ้นใหญ่ | ผิวงานหยาบ ต้อง Machining เพิ่ม | ฝาสูบ บล็อกเครื่องยนต์ ฐานเครื่องจักร |
| หล่อแบบถาวร (Permanent Mold) | แม่พิมพ์โลหะ (เหล็ก/เหล็กกล้า) | งานปริมาณปานกลาง-มาก รูปร่างไม่ซับซ้อนเกินไป | ผิวเรียบ แข็งแรง ใช้ซ้ำได้หลายครั้ง | ค่าแม่พิมพ์สูง ไม่เหมาะกับงานชิ้นใหญ่มาก | ล้อแม็กซ์ อะไหล่ยานยนต์ทั่วไป |
| หล่อด้วยแรงดัน (Die Casting) | แม่พิมพ์โลหะ + เครื่องฉีดแรงดัน | งานจำนวนมาก ต้องการความละเอียดสูง | ผลิตเร็ว รายละเอียดคม ผิวเรียบ | ค่าแม่พิมพ์และเครื่องจักรสูงมาก | ฝาครอบเครื่องจักร อะไหล่รถยนต์ |
| หล่อ Investment (Lost Wax) | ขี้ผึ้ง + เซรามิกเคลือบ | งานซับซ้อนมาก รายละเอียดเล็ก | ความละเอียดสูงที่สุด ทำงานซับซ้อนได้ | ขั้นตอนมาก ใช้เวลานาน ต้นทุนสูง | ใบพัดกังหัน อะไหล่อากาศยาน งานศิลป์ |
| หล่อแรงเหวี่ยง (Centrifugal) | แม่พิมพ์โลหะหมุน | งานทรงกระบอก/วงกลม | เนื้อโลหะหนาแน่น แข็งแรง เหมาะกับท่อ | จำกัดรูปทรงผลิตได้ | ท่อ เสื้อสูบ แหวนโลหะ |
4. จุดเด่น–จุดด้อยของการหล่อโลหะ
จุดเด่น :
- ผลิตชิ้นงาน ขนาดใหญ่และซับซ้อนได้ง่าย
- ต้นทุนต่อชิ้นต่ำ (เมื่อผลิตจำนวนมาก)
- วัสดุหลากหลาย (เหล็ก, อลูมิเนียม, ทองแดง, ไททาเนียม)
- ไม่จำเป็นต้อง Machining ทั้งหมด (ลดต้นทุนการตัดเฉือน)
จุดด้อย
- ความแม่นยำต่ำกว่า Machining หรือ 3D Printing
- อาจเกิด รูพรุน/รอยแตกร้าว จากการเย็นตัวไม่สม่ำเสมอ
- ต้องใช้เวลาในการเตรียมแม่พิมพ์
- ไม่เหมาะกับการผลิตจำนวนน้อยที่ต้องการความละเอียดสูง

สรุป
กล่าวโดยสรุป การหล่อโลหะเป็นรากฐานของงานวิศวกรรมการผลิต ที่ยังคงสำคัญอย่างยิ่ง แม้จะมีเทคโนโลยีใหม่ ๆ เช่น CNC หรือ 3D Printing แต่การหล่อก็ยังเป็นกระบวนการที่ประหยัด คุ้มค่า และตอบโจทย์การผลิตจำนวนมากในปัจจุบัน
พบกับเทรนด์ล่าสุดของอุตสาหกรรมการหล่อโลหะ! ✨
หากคุณอยากอัปเดตความรู้และเทคโนโลยีใหม่ ๆ ในวงการ การหล่อโลหะ (Metal Casting) ไม่ว่าจะเป็น การประยุกต์ใช้งานจริงในอุตสาหกรรมยานยนต์ ก่อสร้าง พลังงาน และอากาศยานห้ามพลาดงาน หลักการทำงานของการหล่อโลหะ เทคนิคการผลิตและประเภทการหล่อต่าง ๆ เช่น Sand Casting, Die Casting, Investment Casting จุดเด่น จุดด้อย และข้อควรรู้ในการเลือกวิธีการหล่อ ห้ามพลาดงาน
WIRE & TUBE SOUTHEAST ASIA 2025 | GIFA & METEC SOUTHEAST ASIA 2025
📍 ณ ไบเทค บางนา กรุงเทพฯ

แล้วพบกับสาระดีๆแบบนี้ทางด้านงานช่าง งานวิศวกรรม และอุตสาหกรรมได้ที่ นายช่างมาแชร์ นะครับ
Website: www.naichangmashare.com
Facebook: https://www.facebook.com/naichangmashare/
Blockdit : https://www.blockdit.com/naichangmashare
Instragram: https://www.instagram.com/naichangmashare/
Twitter: https://twitter.com/naichangmashare
Youtube: https://www.youtube.com/@naichangmashare
TikTok : https://www.tiktok.com/@naichangmashare